Environmental reliability testing demands highly customized equipment solutions across industries. Semiconductor R&D requires compact, high-precision bench-top chambers; new energy battery testing needs large-volume floor-standing units; and full-product qualification relies on walk-in test rooms for full-scale system validation.
Improper chamber selection is a common global pain point. Oversized chambers lead to excessive energy consumption and unnecessary budget waste, while undersized units result in poor temperature uniformity and invalid test data. Insufficient temperature change rates will drastically reduce testing efficiency and delay project verification.
Lab Companion, a professional manufacturer with 21 years of experience in environmental test equipment, offers a full-range product portfolio covering 34L bench-top to 8000L walk-in rapid temperature change chambers. Rooted in China’s advanced intelligent manufacturing system, the brand owns multiple professional R&D and production bases, delivering standardized and customized testing solutions for global clients in electronics, new energy, automotive, aerospace, and military industries.
This official selection guide summarizes core selection criteria based on international test standards and global industrial demands, covering volume specification, temperature range, temperature change rate, and control accuracy, helping overseas users select the most suitable chamber efficiently.
1. Volume Selection:Match Chamber Size to Test Samples
Volume is the primary factor for reliable and cost-effective testing. Reasonable chamber size ensures smooth internal air circulation, stable temperature uniformity, and qualified test repeatability.
1.1 Core Selection Rule
Effective Rule:Sample Volume ≤ 1/3 of Chamber Inner Volume
Reserve sufficient internal space for airflow circulation to avoid blocked ventilation caused by overloaded samples, which prevents temperature deviation and unqualified test results.
1.2 Bench-Top Series (34L~180L):For R&D and Miniature Component Testing
Compact and space-saving, the bench-top series is specially designed for laboratory R&D scenarios with limited space and small test samples. All models support a temperature range of -70℃ to +150℃ and are fully CE certified to meet international quality specifications.
• 34L~64L:Ideal for R&D verification of chips, PCB boards, camera modules, and micro electronic components
• 100L~180L:Suitable for batch reliability screening of communication modules, sensors, and medium-sized electronic parts
1.3 Industrial Floor-Standing Series (225L~1000L):For Batch & Medium-to-Large Sample Testing
Industrial-grade chambers balance testing capacity, stability, and efficiency, perfectly matching mass production testing and medium-to-large component validation.
• 225L:Universal model for automotive electronics, BMS controllers, and standard communication components
• 408L~600L:Optimized for new energy battery modules, vehicle displays, and server motherboards
• 800L~1000L:Applicable for large PCB panels, communication cabinets, and complete small system reliability testing
1.4 Walk-In Series (1000L~8000L+):For Full-Size Equipment & Super-Large Samples
Lab Companion walk-in rapid temperature change chambers are designed for oversized test objects, including AI server cabinets, full-size battery packs, and industrial complete equipment. We supportfull-scale customized volume solutions from small non-standard sizes up to 20m³ ultra-large test rooms, catering to aerospace, military, and high-end industrial research scenarios.
2. Temperature Range:Standardized & Customizable for Global Industrial Standards
Lab Companion TC/TH series rapid temperature change chambers feature a standard temperature range of -70℃ to +150℃, with multiple low-temperature options (-40℃/-50℃/-60℃/-70℃). For extreme industrial and scientific scenarios, customized ultra-wide temperature ranges (-100℃ to +250℃) are available to meet strict international military and aerospace standards.
Industry-matched temperature ranges and corresponding global test standards are listed below:
Industry
Recommended Temperature Range
Applicable International Standards
Consumer Electronics & Home Appliances
-40℃ ~ 85℃/150℃
IEC 60068-2-38
Automotive Electronics & New Energy
-40℃ ~ 125℃
AEC-Q100, ISO 16750-4
Semiconductor & Chip
-55℃ ~ 150℃
JEDEC JESD22-A104
Aerospace & Military Industry
-70℃ ~ 180℃ (Customizable)
GJB 150A
3. Temperature Change Rate:Core Index of Testing Efficiency
Temperature change rate is the key difference between rapid temperature change chambers and ordinary high-low temperature chambers, directly determining overall testing cycle and efficiency.
3.1 Multi-Grade Rate Options
Lab Companion TC/TH series provides 5℃/min, 10℃/min, 15℃/min, 20℃/min, 25℃/min linear and non-linear temperature change modes. Optional liquid nitrogen auxiliary cooling supports a maximum cooling rate of 30℃/min for high-intensity accelerated aging tests. The effective rate is stably guaranteed within -55℃~+125℃ for authentic and consistent test performance.
3.2 Industry Rate Matching Guidelines
• 5~10℃/min:Cost-effective for consumer electronics and conventional laboratory R&D testing
• 10~15℃/min:Mainstream choice for automotive electronics and new energy BMS system qualification
• ≥15℃/min:For high-reliability scenarios including vehicle-grade electronics, aerospace, and military product verification
3.3 Key Selection Tip:Focus on Load-Bearing Rate
Most manufacturers only mark no-load rate (empty chamber data), while actual sample heat capacity will reduce real operating rate. Lab Companion provides professional load-bearing test data according to client sample characteristics, ensuring all parameters match real working conditions without virtual calibration.
4. Temperature Accuracy & Uniformity:Guarantee Test Data Validity
Stable temperature accuracy and uniformity ensure test repeatability and data traceability, complying with global mainstream testing specifications.
Core Precision Parameters
• Temperature Fluctuation: ≤0.5℃
• Temperature Deviation: ±2℃
• Temperature Uniformity: Full-load 9-point temperature measurement, compliant with GB/T 2423.22
Adopting low-resistance air duct and forced convection circulation design, all chambers deliver uniform internal temperature distribution. SUS304 stainless steel inner tank and high-density composite insulation structure effectively reduce temperature loss. The TH series adds independent humidity control (20%~98% RH) to support comprehensive temperature & humidity coupled testing.
5. Global Service & Manufacturing Support (China Manufacturing Base)
As a top-tier environmental test equipment manufacturer in China, Lab Companion owns standardized modern R&D and manufacturing bases, adopting unified global production standards, quality control systems, and technical specifications for all products. All equipment is fully assembled and strictly inspected in China before global delivery, ensuring consistent quality for worldwide clients.
To adapt to global overseas business scenarios, Lab Companion provides 100% remote full-cycle technical support for all international users:
• Pre-sales Remote Consulting:Professional technical team provides one-on-one customized solution selection according to client industry standards, sample parameters, and test requirements
• Online Installation & Commissioning Guidance:Detailed English operation manuals, video tutorials, and real-time remote guidance for equipment installation, parameter setting, and trial operation
• Global After-Sales Support:24/7 remote fault diagnosis, technical troubleshooting, software upgrade guidance, and maintenance guidance; standardized global spare parts supply system ensures efficient after-sales service
• Global Customization Service:Support personalized customization of temperature range, volume size, temperature change rate, and functional modules to meet special industrial testing demands
6. Standard Selection Process & Recommendations
Follow the 4-step standardized process to select the optimal Lab Companion rapid temperature change chamber:
Step 1. Confirm Test Requirements:Clarify sample size, weight, material, required temperature range, temperature change rate, and targeted international test standards
Step 2. Match Chamber Volume:Follow the 1/3 volume rule to select bench-top, industrial floor-standing, or walk-in specifications
Step 3. Verify Core Performance:Confirm load-bearing temperature change rate, temperature accuracy, uniformity, and optional humidity function
Step 4. Acquire Global Technical Support:Contact Lab Companion international sales team for professional solution confirmation, customization service, and full-cycle remote technical support
7. Conclusion
Lab Companion rapid temperature change chambers deliver full-size coverage, ultra-wide temperature range, multi-grade adjustable rate, and high-precision temperature control. Supported by China’s mature intelligent manufacturing system and global standardized remote service system, we provide reliable, cost-effective, and fully customized environmental reliability testing solutions for global industrial and scientific research clients.
1. Standard-Driven Testing Upgrade for Semiconductor & Automotive Electronics
Semiconductor and automotive electronic reliability testing is governed by two globally authoritative standard systems: the JEDEC JESD22 series for semiconductor components and theAEC-Q series for automotive-grade electronics. As the core mandatory environmental stress test for both standards, thermal cycling and rapid temperature change testing verifies the long-term durability and structural stability of electronic products under extreme temperature conditions.
With continuous tightening of industrial certification specifications, conventional thermal chambers can no longer meet upgraded compliance requirements. JEDEC JESD22-A104 imposes strict constraints on test temperature ranges and temperature ramp rates, while AEC-Q100 strictly regulates ramp speed, extreme temperature dwell time and cycle counts for automotive qualification. The combination of thermal cycling stress and EMC shielding testing creates dual technical challenges that traditional testing equipment cannot address, resulting in inaccurate data and poor test repeatability.
The Lab Companion EMC Shielded Rapid Thermal Cycling Chamber is professionally developed for full compliance with JEDEC and AEC-Q global standards. Serving as an all-in-one composite test platform, it delivers standardized, high-precision environmental simulation to support full-process reliability verification covering semiconductor chips, electronic modules and complete vehicle electronic systems.
2. JEDEC JESD22-A104 Standard Requirements for Semiconductor Testing
2.1 Core Specifications of JESD22-A104 Thermal Cycling Test
JEDEC JESD22-A104 is the universal industry benchmark for semiconductor thermal cycling validation. It is designed to evaluate the fatigue resistance of IC packages, bonding wires, solder joints and molding compounds under repeated high and low temperature alternating stress.
The standard defines clear test parameters: a temperature range of -65℃ to +150℃, 10 to 15 minutes of dwell time at extreme temperatures, a minimum ramp rate of 15℃/min, and up to 1000+ continuous thermal cycles. This test effectively exposes common latent failures including package cracking, bond wire fracture, molding delamination and solder ball detachment.
It mandates air-to-air thermal cycling with stable and controllable temperature ramp speeds, ensuring tests capture cumulative thermal fatigue effects rather than instantaneous thermal shock. This requires test equipment to deliver excellent temperature accuracy, uniform internal temperature distribution and consistent ramp stability.
2.2 Precision Requirements for Modern Semiconductor Reliability Testing
Today’s semiconductors feature high integration, miniaturization and high operational performance, leaving extremely low tolerance for testing errors. JEDEC official certification demands highly repeatable, traceable and authoritative test data.
Traditional thermal chambers suffer from uneven temperature fields and unstable ramp control, leading to inconsistent test results, repeated certification trials and delayed product launches. To resolve these pain points, semiconductor testing equipment must meet three core criteria: full coverage of JEDEC standard temperature ranges, high-precision constant temperature control for reliable certification data, and efficient rapid thermal cycling to accelerate R&D and mass production screening.
3. Lab Companion’s Full Compliance with JEDEC Industrial Standards
3.1 Ultra-Wide Temperature Range with Ample Performance Margin
Lab Companion EMC shielded rapid thermal cycling chambers adopt a premium temperature design, with a standard test range of -70℃ to +150℃ and an ultra-low temperature limit of -80℃. This fully covers the -65℃ to +150℃ test range specified by JEDEC JESD22-A104. The reserved low-temperature performance margin ensures stable long-term operation even during high-frequency cyclic testing.
Standard units achieve a temperature fluctuation of ±0.5℃ and a temperature uniformity of ±2.0℃. For high-end semiconductor precision testing scenarios, dedicated models support ultra-high precision control with ±0.2℃ fluctuation and ±0.4℃ uniformity. The optional AI intelligent temperature control system automatically adjusts operating parameters based on component heat capacity, ensuring consistent compliance with JEDEC standard requirements.
3.2 Stable Ramp Rate Exceeding JEDEC 15℃/min Mandatory Standard
Lab Companion chambers support adjustable linear and non-linear temperature ramp rates ranging from 5℃/min to 25℃/min. The mainstream model only takes 6.25 minutes to complete heating from -40℃ to 85℃, delivering a stable ramp rate above 15℃/min to fully meet the mandatory requirements of JEDEC JESD22-A104.
For extreme stress screening and high-strength aging tests, an optional liquid nitrogen cooling system supports ramp rates over 20℃/min. All equipment is CE certified, providing qualified and reliable hardware support for semiconductor enterprises’ JEDEC certification applications.
3.3 Full-Process Adaptation for Chip R&D and Final Testing
Lab Companion provides semiconductor-specific thermal cycling solutions that cover the entire industrial chain, including chip design verification, packaging testing and mass production reliability screening. Equipped with a dual-stage cascade refrigeration system and optimized air duct structure, the equipment delivers ultra-stable temperature field performance and supports 24/7 unattended continuous cyclic testing.
The built-in high-precision data logging system fully records real-time temperature curves and equipment operation logs, enabling complete data traceability to support factory quality management and third-party certification audits.
4. AEC-Q Standard Compliance for Automotive-Grade Electronic Verification
4.1 Core Thermal Cycling Specifications of AEC-Q100
AEC-Q100 is the fundamental stress test standard for automotive-grade integrated circuits. It specifies two levels of thermal cycling conditions: a conventional range of -55℃ to +125℃ and a harsh extended range of -65℃ to +150℃. To ensure complete thermal saturation of test samples, the standard requires 10–20 minutes of dwell time at extreme temperatures, a 10–15℃/min temperature ramp rate, and a minimum of 1000 cycles for formal automotive qualification.
The widely adopted TC3 test condition (-40℃ to +125℃, 1000 cycles) poses stringent requirements on equipment’s long-term operational stability, ramp control accuracy and internal temperature uniformity.
4.2 Full Coverage of AEC-Q and ISO Automotive Standards
Lab Companion EMC thermal cycling chambers are uniquely optimized for automotive electronic testing. They fully comply with AEC-Q100 (chip-level certification), AEC-Q104 (module-level certification) and ISO 16750-4 (vehicle environmental reliability) standards. The intelligent Q8 controller is preloaded with global mainstream automotive test profiles. Users can initiate standardized testing with one click, with the system automatically matching temperature range, ramp rate, dwell time and cycle parameters.
4.3 Solving the Thermal-EMC Coupling Pain Point in Automotive Testing
Unlike consumer electronics, automotive electronic components exhibit highly variable electrical performance under temperature fluctuations. Low temperatures trigger reference voltage drift in MCU/SoC chips, crystal frequency deviation and PLL jitter deterioration. High temperatures raise MOS junction capacitance, transformer winding resistance and magnetic material loss. Rapid thermal cycling further causes CTE mismatch, solder micro-cracks and unstable connector contact resistance, which are primary causes of long-term failure in vehicle electronic systems.
Lab Companion’s core competitive advantage lies in its integrated thermal cycling and EMC shielding design. Test samples remain in a complete, stable temperature field while external signal interfaces connect to professional testing instruments. This enables in-situ EMC pre-compliance testing (radiated and conducted emission) during thermal cycling, avoiding test errors caused by temperature field interruption and fully meeting the full-lifecycle reliability verification requirements of AEC-Q standards.
5. Technical System Supporting Dual-Standard Full Compliance
5.1 Systematic Full-Parameter Standard Matching
Lab Companion achieves systematic and comprehensive standard adaptation, rather than superficial parameter compliance, fully satisfying all core assessment criteria of global semiconductor and automotive testing standards:
• Temperature Range: -70℃ to +150℃, fully covering all extreme test conditions of JEDEC and AEC-Q standards
• Temperature Ramp Rate: 5–25℃/min adjustable, perfectly matching JEDEC (≥15℃/min) and AEC-Q (10–15℃/min) rate requirements
• Temperature Accuracy: Multi-level precision from ±0.2℃ to ±0.5℃, exceeding the basic requirements of international standards
• Temperature Uniformity: ≤±2.0℃ for standard models; ≤±0.4℃ for high-precision semiconductor models
• EMC Shielding Performance: Over 50dB shielding effectiveness in the 0.5–3.0GHz frequency band, supporting synchronous thermal cycling and EMC testing
5.2 Customizable Full-Cycle Technical Services
Lab Companion provides personalized configuration and customized solutions for diverse industrial test scenarios. Optional enhanced functions include humidity control, nitrogen purging and probe station reserved interfaces. Equipped with a Siemens PLC intelligent control system, the chamber supports custom programming and remote real-time monitoring.
Standard chamber volumes range from 100L to 1000L, with customized oversized chambers up to 8000L available. This flexible size range adapts to testing scenarios from single tiny chips to large automotive modules. Preloaded global standard test profiles effectively reduce programming costs and shorten the certification cycle for global manufacturers.
6. All-in-One Solution for Full Industrial Chain Testing
From JEDEC-qualified semiconductor chip testing to AEC-Q-compliant verification of automotive modules and vehicle electronic systems, theLab Companion EMC Shielded Rapid Thermal Cycling Chamber serves as a unified, full-standard and full-scenario test platform.
Integrating ultra-wide temperature coverage, adjustable high-speed thermal cycling, high-precision temperature control and high-efficiency EMC shielding, the equipment eliminates the functional limitations of traditional single-function test devices. It is a universal composite stress test platform developed based on global semiconductor and automotive electronic standards, rather than a dedicated device for a single specification.
For global electronic manufacturers seeking one-stop compliant solutions from R&D verification to mass production certification, Lab Companion effectively shortens product qualification cycles, ensures consistent and accurate test data, and strengthens core market competitiveness in the global industry.
1. The Final Piece of Laboratory Digital Transformation
Rapid temperature change chambers are one of the most frequently used core devices in R&D and certification processes for automotive electronics, semiconductors, military products and consumer electronics. They are essential for verifying product environmental adaptability and screening structural and process defects. However, most laboratories still rely on traditional offline operation modes, characterized by standalone device control and manual data logging.
This conventional workflow brings obvious limitations. Engineers have to check temperature curves and record test data on-site. Dispersed chamber units cannot be monitored or managed centrally. Test reports require manual sorting and entry, resulting in low efficiency, high human error, poor data traceability and non-standard test procedures. These pain points greatly hinder the standardization and digital upgrading of modern laboratories.
As laboratory informatization and intelligent upgrading accelerate, integrating test equipment into unified digital management platforms has become an industry trend. The Q8® Web User Interface, standardly equipped on Lab Companion Lab Companion EMC shielded rapid temperature change chambers, precisely solves the digital bottlenecks of traditional environmental test equipment. Far beyond a conventional touch display, Q8® transforms temperature chambers into network-enabled, traceable, remotely controllable and AI-powered intelligent terminals. With high-precision control up to 0.01 level and full-process intelligent management, it enables laboratories to shift from labor-dependent operation to data-driven and automatic equipment operation.
This article elaborates on the core advantages and industrial value of the Q8® system from four dimensions: high-precision temperature control, intelligent program management, compliant data traceability and full-scenario remote operation & maintenance.
2. Precision Temperature Control: AI Dual-Algorithm Fusion for Reliable Testing
2.1 Technological Upgrade: From Traditional PID to AI Fuzzy Dual-Algorithm
Temperature accuracy and stability determine the authenticity and repeatability of rapid temperature change tests. Traditional chambers adopt fixed-parameter PID algorithms, which feature poor adaptability. Faced with variable sample heat capacity, ultra-fast temperature variation and ambient interference, conventional controllers commonly suffer from temperature overshoot, response lag and drastic fluctuation, failing to meet stringent high-precision test requirements.
The Q8® intelligent control system adopts a fused AI fuzzy algorithm + dual PID dynamic regulation technology, breaking through the technical limitations of traditional control logic. Mimicking the debugging logic of senior engineers, the system real-time perceives chamber temperature changes, sample heat capacity and external interference, predicts temperature variation trends in advance, and dynamically adjusts cooling and heating output. It realizes predictive temperature regulation and proactive error correction, fundamentally eliminating overshoot, lag and temperature imbalance.
2.2 Three Core Capabilities for Ultimate Temperature Stability
Dynamic Adaptive Control: The AI algorithm captures real-time temperature trajectories, predicts equipment operating status, and optimizes cooling and heating output ratios autonomously. It achieves zero overshoot and zero static error precision control. Combined with the optimized vortex air duct design, the temperature overshoot is controlled within 0.8% for stable and smooth temperature variation.
Intelligent Load Identification & Adaptation: The system automatically identifies the thermal load characteristics of test samples, including high-heat-generating and large-heat-capacity precision components, and matches the optimal control parameters intelligently. Even under complex load conditions, it maintains a standard and stable temperature change rate, preventing sample damage caused by sudden temperature fluctuations and ensuring test compliance.
Full-Range Anti-Interference Compensation: The AI algorithm real-time monitors ambient temperature shifts, power supply fluctuations and equipment operation losses, and activates automatic temperature compensation to offset external errors. It ensures the test data repeatability exceeds 99.5% during long-term continuous operation.
2.3 Industrial-Grade Precision for Versatile High-End Scenarios
Within the ultra-wide temperature range of -70℃ to 150℃, Q8® stably delivers a temperature fluctuation of ≤±0.3℃ and temperature uniformity of ≤±0.5℃. For high-precision scenarios such as semiconductor chips and microelectronic components, the accuracy can be further optimized to ±0.2℃ fluctuation and ±0.4℃ uniformity. It fully meets the strict test standards of consumer electronics, industrial equipment, automotive electronics, military and semiconductor industries.
3. Program Management: Simplified Intelligent Operation Without Complicated Coding
3.1 High-Capacity Programmability for Complex Test Scenarios
The Q8® system supports over 1,200 program segments and a maximum cycle count of 99,999 times, fully adapting to long-duration, multi-stage and high-cycle environmental stress screening. Equipped with a visual graphical editor with drag-and-drop operation, users can freely build customized test procedures including heating, soaking, cooling and cyclic operation, and generate arbitrary temperature-time curves such as linear temperature rise, nonlinear thermal shock, constant temperature and gradient variation.
Compatible with both linear and nonlinear rapid temperature change modes, the system allows flexible customization of temperature change rates, temperature ranges, cycle times and soaking duration. It covers mainstream test applications including conventional temperature cycling, highly accelerated life testing (HALT), extended environmental stress screening (ESS) and high-low temperature shock testing.
3.2 Preloaded Global Standards for One-Click Compliant Testing
To solve the inefficiency and parameter errors caused by manual programming for diverse industrial standards, the Q8® system is preloaded with mainstream global rapid temperature change test templates. Via the 10.4-inch high-definition color touchscreen, users can select the target standard with one click, and the system will automatically load all compliant parameters including temperature range, temperature change rate, cycle times and dwell time, eliminating manual programming and greatly shortening test preparation time.
The built-in standard library covers worldwide authoritative specifications: military standards including GJB 1032 and MIL-STD-2164, automotive electronic standards including full-grade AEC-Q100 (Grade 0~3), and general international standards including GB/T 2423.22 and IEC 60068-2-14, supporting one-stop compliant testing for multiple industries.
3.3 Template Storage & Power-Off Resume for Unattended Operation
The system stores more than 100 sets of commonly used process programs as reusable templates for one-click invocation, greatly improving operational efficiency. It supports timed and delayed startup, enabling 72-hour continuous unattended operation with real-time AI monitoring of equipment status and test progress.
Equipped with a power-off memory function, the system automatically resumes unfinished tests after power recovery without program reset or data loss. It effectively avoids test interruption, sample scrapping and repeated testing, ensuring the continuity and integrity of long-cycle experiments.
4. Data Traceability: Full-Process Recording for CNAS Compliance & Audit
4.1 Second-Level Automatic Data Collection to Build Closed-Loop Data Chains
During the entire test process, the Q8® system automatically collects full-dimensional data including temperature, humidity, equipment operating status, alarm records and operation logs at a minimum 1-second sampling interval, completely replacing manual logging. Data can be saved locally, exported via USB, or uploaded in real time to FTP servers and NAS cloud storage for permanent backup.
The system’s built-in high-capacity storage supports over 100,000 test data records and up to 600 days of historical data retention, meeting long-term traceability, quality review and process optimization demands of enterprises and third-party laboratories.
4.2 Multi-Format Export & One-Click Standard Report Generation
Q8® supports multiple data output formats including CSV raw data, PDF visual reports with temperature curves and Excel structured tables. Users can customize report templates in accordance with CNAS accreditation specifications, enterprise quality management systems and third-party certification requirements. Standardized test reports with complete curves, operation logs and parameter details can be generated with one click, avoiding low efficiency and non-standard issues of manual report making.
All test curves, original data, alarm records and operation tracks are fully retained and traceable, forming a complete closed-loop data system that fully adapts to laboratory quality audits, third-party certification and product quality review scenarios.
4.3 Hierarchical Permission Control for High-Level Compliance Requirements
For CNAS-certified laboratories, precision testing institutions and enterprises with strict compliance demands, the Q8® system provides a complete security and audit tracking system that meets FDA 21 CFR Part 11 requirements. It adopts three-level hierarchical permission management: Administrators have full access to parameter configuration and permission management; Engineers can edit test programs and export data; Operators are only authorized to view status and start/stop tests, ensuring clear authority division and avoiding misoperation risks.
All parameter modifications, program edits, equipment operations and abnormal alarms are fully logged with audit trails. Every operation is traceable and verifiable, ensuring the authenticity, integrity and compliance of test data.
5. Remote Operation & Maintenance: Borderless Intelligent Equipment Management
5.1 Cross-Terminal Web Access for Anytime Remote Monitoring
Built on a pure Web architecture, the Q8® system requires no client software installation or complicated configuration. Users can log in to the control interface via any browser on mobile phones, tablets or computers within the local area network by simply entering the device IP address. It supports real-time monitoring of temperature, humidity, operating status and test progress, remote parameter modification, program start/stop and mode switching, as well as zoomable historical curve viewing and abnormal point marking. It also supports alarm notifications via email and SNMP Trap for instant fault awareness.
For enterprises with multiple factories and distributed laboratories, the system supports remote access via VPN and port mapping, enabling managers to monitor and control equipment status anytime and anywhere without on-site patrols.
5.2 Centralized Multi-Device Management for Efficient Batch Operation
The Q8® centralized management dashboard integrates multiple Lab Companion environmental test equipment into a unified visual interface. It displays the real-time status (running/standby/alarm), current temperature, remaining test time and program progress of all connected chambers at a glance.
Managers can overview the operating status of all devices with one click and access detailed control pages for individual units, eliminating repeated on-site inspections. It significantly reduces multi-device operation and maintenance costs, improves overall laboratory efficiency, and adapts to large-scale and standardized laboratory management.
5.3 Intelligent Fault Diagnosis for Predictive Maintenance
Equipped with an all-round self-inspection and health monitoring module, the Q8® system 24/7 monitors the operating parameters of core components including compressors, temperature sensors, fans and heating units. It adopts AI algorithms to analyze equipment health trends and predict potential faults in advance. A multi-level early warning mechanism triggers reminders via screen pop-ups, message pushes and cloud alarms for risks such as compressor overload and sensor abnormality, with clear fault causes, locations and solutions provided.
Technical personnel can remotely troubleshoot faults, adjust operating parameters and upgrade system firmware, greatly shortening response and repair time. The system upgrades traditional passive fault repair to active predictive maintenance, effectively reducing failure rates and downtime, and extending equipment service life.
6. Value Upgrade: From Hardware Device to Intelligent Laboratory Infrastructure
As the intelligent core of Lab Companion Lab Companion EMC shielded rapid temperature change chambers, the Q8® Web UI has gone beyond the definition of a traditional controller. It serves as an all-in-one intelligent brain integrating AI high-precision control, intelligent program scheduling, compliant data traceability and remote intelligent O&M.
The AI dual-algorithm fusion guarantees ultra-high test precision, preloaded global standards simplify test deployment, full-process data collection ensures audit-ready traceability, and cross-terminal remote management realizes efficient predictive maintenance. Q8® upgrades traditional temperature test chambers from simple hardware execution tools to data-driven, intelligently operated and fully controllable modern intelligent test terminals.
For laboratories undergoing digital transformation, the Q8® system delivers far more than operational efficiency improvement — it provides a complete intelligent test solution. It connects the full data workflow of equipment operation, test execution, data archiving and equipment maintenance, realizing standardized test procedures, compliant data management and intelligent equipment operation. Helping enterprises reduce costs, standardize quality control and boost innovation efficiency, Q8® has become the core intelligent infrastructure for modern laboratory digital upgrading.
1. Industrial Chain Compliance Becomes a Mandatory Entry Threshold
The global electronics manufacturing industry has formed a rigorous top-down compliance transmission mechanism. Leading downstream manufacturers, automotive enterprises, aerospace & defense institutions, and communication giants have officially includedEMC & thermal cycling combined testing capability as a core assessment indicator for supplier admission, annual qualification audits, and supply chain grading.
Today, supply chain compliance is no longer an optional advantage, but a prerequisite for entering high-end supply chains and maintaining cooperative qualifications. Downstream clients enforce strict standards for product reliability and electromagnetic compatibility, which are fully transmitted to upstream suppliers of chips, modules, components, and auxiliary materials. Suppliers without independent composite testing capabilities will be eliminated from high-end supply chain systems.
Based on global industrial compliance standards, Lab Companion provides professional EMC-shielded rapid thermal cycling test chamber solutions that fully match international audit requirements, helping global suppliers break compliance barriers and stabilize their supply chain qualifications.
2. Core Compliance Audit Requirements for Four Key Industries
Compliance audits vary across application scenarios, with increasingly strict and industry-specific standards for different downstream sectors:
Automotive Industry: Leading automotive and new energy enterprises require Tier 1 and Tier 2 suppliers to deliver full AEC-Q compliant testing. Independent thermal cycling and EMC synchronous testing is mandatory. All test data must be fully traceable, and equipment must hold valid third-party calibration certification to qualify for supplier listings.
5G Telecommunications: Top communication equipment providers require component suppliers for optical modules and AAU units to support high-frequency EMC shielding tests and rapid thermal cycling durability tests, ensuring product adaptability for harsh outdoor base station operating environments.
Aerospace & Defense: This sector adopts the most stringent audit standards. All testing equipment, operational procedures, and data management systems must fully comply with GJB 150/151 standards with complete auditability and traceability.
Consumer Electronics: Global premium brands enforce IEC and EN standard compliance testing to ensure full market access for worldwide product distribution.
3. Major Compliance Challenges Faced by Midstream & Upstream Suppliers
Most small and medium-sized upstream suppliers are currently facing prominent compliance bottlenecks. Most enterprises only own standalone thermal cycling equipment or basic EMC testers, which cannot support composite stress testing and fail to meet downstream audit criteria.
Many suppliers rely entirely on third-party testing laboratories, which brings three major drawbacks: high long-term testing costs, lengthy test cycles, and inconsistent test environments compared to actual production conditions. This hidden risk often leads to quality issues after mass delivery.
In addition, outsourcing testing cannot help enterprises accumulate independent, standardized test data, resulting in unstable annual audit performance and potential supply chain elimination. Industry statistics show that over 30% of medium and small electronic component suppliers have been removed from high-end supply chains in the past two years due to insufficient in-house compliance testing capabilities.
4. Lab Companion’s Tailored Compliance Solutions for Global Supply Chains
Lab Companion has thoroughly analyzed the supplier audit specifications of global leading enterprises and optimized our EMC-shielded rapid thermal cycling chambers to fully align with international compliance requirements.
Our equipment fully meets the audit standards of the automotive, telecommunications, aerospace & defense, and consumer electronics industries. Test procedures, precision parameters, EMC shielding performance, and data management systems are perfectly matched with global downstream audit rules.
Each unit is delivered with a complete set of official documents, including third-party calibration certificates, performance verification reports, and compliance qualification files, which can be directly applied for supplier registration and annual audits, greatly simplifying customers’ compliance preparation work.
5. Independent In-House Testing Upgrades Supply Chain Competitiveness
With Lab Companion professional test equipment, customers can build independent, controllable, and traceable in-house testing capabilities. Enterprises can complete R&D verification, incoming inspection, mass production reliability testing, and batch compliance rechecks without relying on external third-party laboratories, effectively shortening testing cycles and reducing operational costs.
Continuous in-house testing helps enterprises build exclusive product reliability databases, support iterative product optimization, and improve supply chain evaluation scores. This enables manufacturers to shift from passive compliance to active quality improvement, forming sustainable differentiated competitiveness in global supply chains. To date, hundreds of global upstream suppliers have upgraded their compliance capabilities with Lab Companion equipment and successfully entered top-tier international supply chain systems.
6. Global Service Model (No On-Site Support)
To adapt to global business deployment, Lab Companion adopts a standardized overseas service system. We do not provide on-site door-to-door maintenance or after-sales services in overseas regions. Instead, we deliver full-process professional online technical guidance, including equipment installation guidance, operation training, parameter debugging, daily maintenance guidance, and remote troubleshooting support. Our efficient online service system ensures stable and continuous equipment operation for global customers.
Conclusion
As global supply chain compliance supervision becomes increasingly refined and standardized, independent in-house testing capability has become the core foundation for suppliers to stabilize high-end international supply chain partnerships. With internationally compliant, audit-friendly, and fully traceable testing equipment, Lab Companion helps global customers eliminate compliance barriers, consolidate supply chain qualifications, enhance industrial competitiveness, and promotes standardized and high-quality development of the global electronics manufacturing industry.
1. The Hidden Challenge: Combining Thermal Cycling with EMC Testing
In electronic product validation, thermal environmental testing and EMC compliance testing are traditionally performed separately. Manufacturers first complete temperature cycling reliability tests, then move the Device Under Test (DUT) to an anechoic chamber for emission and immunity verification.
However, critical device failures often only occur under combined thermal and electromagnetic stress — such as low temperature with specific RF fields or high temperature with transient interference. These intermittent issues cannot be replicated through separate tests, leading to undetected design flaws.
Many engineers attempt to run simultaneous thermal and EMC tests by placing the DUT inside a standard temperature chamber while connecting external antennas and measurement probes. In practice, this approach causes severe noise floor elevation of more than 10 dB, resulting in unreliable and invalid measurement data.
The root cause lies in the inherent electromagnetic leakage and self-noise defects of conventional thermal chambers.
2. Three Major EMC Leakage Weaknesses of Standard Temperature Chambers
Standard temperature chambers are designed purely for thermal insulation and moisture resistance, with no consideration for electromagnetic shielding. Their structural gaps, penetration openings, and internal electronics create unavoidable interference paths.
2.1 Door Seals & Viewing Windows: Uncontrolled RF Leakage Points
Standard door rubber gaskets are designed for thermal sealing only and provide zero attenuation for high-frequency electromagnetic waves. The hollow glass viewing windows contain no conductive shielding layer, acting as an open RF aperture on the chamber enclosure.
Within the 300MHz~3GHz common EMC frequency range, structural gaps match the wavelength scale, allowing external interference to couple into the chamber and internal DUT emissions to leak outward. This completely compromises test accuracy.
2.2 Tubing & Cable Penetrations: Natural Waveguide Paths
Refrigeration copper tubes, sensor wires, heater power cables, and fan motor wires must penetrate the chamber wall. Standard chambers only apply basic thermal sealing without RF shielding treatment.
These metallic pipelines and unfiltered penetrations act as waveguides, transmitting internal device noise outward and channeling external electromagnetic interference into the test volume.
2.3 Built-in Electrical Noise: The Chamber Itself Becomes an Interference Source
To achieve fast temperature ramping, standard chambers adopt SSR chopping heating, variable-frequency compressor drives, and DC fan speed regulation. These high-speed switching circuits generate significant broadband harmonics and RF noise.
The built-in noise radiates through air, chassis, and power lines. During EMC testing, receivers and probes capture chamber self-noise instead of the DUT’s true electromagnetic performance, making test results invalid.
3. Core Shielding Principles for EMC-Capable Thermal Chambers
A genuine EMC-rated temperature chamber is not simply a metal-shell chamber. It requires a systematic shielding design based on three non-negotiable principles: shielding continuity, full penetration filtering, and low-impedance grounding.
Principle
Definition
Implementation in Lab Companion Chambers
Shielding Continuity
No excessive gaps or apertures on the shielding enclosure to prevent RF leakage
Finger-stock door shielding, metal mesh shielded window, waveguide cutoff tube structure
Full Filtering
All wires and signals crossing the shield boundary must be filtered
EMI power filters, filtered signal connectors, isolated fiber penetration
Low-Impedance Grounding
Stable low-resistance return path for stray current and static discharge
Independent inner chamber grounding, multi-point earth bonding, dedicated grounding bus
4. Lab Companion Engineered EMC Shielding Solutions
Lab Companion EMC temperature chambers are engineered to eliminate RF leakage and self-noise fundamentally, delivering stable, repeatable thermo-EMC coupled test performance for global R&D and compliance labs.
4.1 Integrated Shielded Inner Chamber with Ultra-Low Leakage Structure
Lab Companion adopts a fully welded container-style shielding inner chamber, structurally isolated from the outer frame to ensure complete shielding integrity.
• Door Shielding: Precision beryllium copper or stainless steel finger stocks ensure uniform contact resistance and long-term shielding stability after repeated cycling.
• Shielded View Window: Multi-layer metal mesh embedded glass provides over 50dB shielding effectiveness from 0.5GHz to 3.0GHz (typical value), balancing visibility and RF isolation.
• Waveguide Cutoff Penetration: All refrigeration pipes and drainage tubes pass through cutoff tubes with a length of at least 3 times the tube diameter, blocking RF wave propagation along metallic pipelines.
4.2 Customizable Filtered Interface Panel System
Lab Companion’s modular interface panel solves the critical pain point of unfiltered cable penetration. Customers can configure dedicated, pre-filtered ports to fix test wiring topology permanently, ensuring excellent test repeatability.
Penetration Type
Lab Companion Standard Solution
Optional Upgrade
AC Power (220V/380V)
Two-stage EMI filter, ≥60dB differential & common-mode attenuation @150kHz~30MHz
High-grade customized filters
DC Power (12V/24V/48V)
Filtered connectors + feedthrough capacitors for common-mode suppression
Surge protection module integration
Low-Speed Signals (CAN/LIN/RS485)
Filtered D-sub connectors with independent π-filter per line
Fiber optical isolation penetration
RF Signals (Antenna/Probe)
N/SMA feedthrough connectors with waveguide cutoff structure
7/16 DIN / BNC customized interfaces
Fiber Optic
Standard FC/SC/LC non-conductive feedthrough flanges
Armored fiber protection tube
4.3 Low-Noise Electrical Design to Eliminate Self-Interference
To avoid chamber self-noise overriding DUT weak signals, Lab Companion optimizes every electrical component:
• Zero-crossing SSR heating control reduces high-speed switching harmonics;
• Compressor VFD equipped with input EMI filters and shielded grounding cables;
• Low-noise brushless DC fans with ferrite core noise suppression;
• Independent shielded housing for control units and separated power/signal wiring layout.
The final empty-chamber noise floor is extremely low across the full temperature range, ensuring only genuine DUT electromagnetic characteristics are measured.
5. Real-World Application Case: Automotive Electronics EMC Problem Solving
A global Tier 1 automotive supplier needed to verify the radiated emission performance of a new domain controller under -40℃~+85℃ temperature cycling.
Initially, the customer used a standard thermal chamber with temporary wiring penetrations. The setup caused 8dB noise elevation at low temperatures and external RF signal coupling at high temperatures, leading to false failure judgments.
After upgrading to a Lab Companion 408L EMC shielded temperature chamber with customized filtered interfaces (4-channel power filtering, 2-channel CAN filtering, 2 SMA RF ports), the test environment was fully optimized:
• Full-temperature-range noise floor fluctuation controlled within 2dB;
• A unique low-temperature 125kHz narrow-band emission spike was accurately captured — a failure completely invisible in room-temperature standalone EMC tests;
• The R&D team optimized DC-DC layout and filtering design, achieving formal vehicle-level EMC certification.
6. Selection Guide & Global Service Support
An EMC thermal chamber is not a cosmetic upgrade — it is a professional test system built to eliminate RF leakage and self-noise. Lab Companion’s systematic shielding, filtered interface customization, and low-noise electrical design fully meet thermo-EMC coupled test requirements for automotive, industrial, renewable energy, and high-precision electronics worldwide.
For accurate solution evaluation before purchasing, please prepare the following key parameters:
• DUT dimension, weight and power consumption
• Required temperature range and ramp rate
• EMC test frequency band and limit standards
• Detailed list of power, signal and RF penetration ports
Global Online Technical SupportLab Companion provides full-range online technical guidance, remote commissioning, and after-sales technical support for global users. To adapt to overseas deployment scenarios, we do not offer on-site door-to-door service. Professional engineers deliver fast, accurate remote support for equipment setup, parameter configuration, testing debugging, and daily technical consultation, ensuring stable and efficient operation of your test system.
Dual Threats to 5G Base Stations: Internal Heat Accumulation & Extreme Ambient Temperature Fluctuations
Global large-scale 5G deployment and vertical industry integration are accelerating. Shenzhen hosts 442 5G upstream and downstream enterprises, the largest cluster worldwide, with local 5G applications covering 91 categories of national economic sectors. Despite robust industrial growth, thermal reliability defects have become a top risk for outdoor 5G infrastructure long-term operation.
Compared with 4G counterparts, 5G macro base stations adopt massive MIMO antenna arrays and GaN high-power RF amplifiers, driving a sharp surge in power consumption. Field data shows RF front-end power density of 5G devices is over 3 times higher than 4G, with local heat flux exceeding 300W/cm² and instantaneous component surface temperatures hitting 120°C — far beyond the 85°C safe operating threshold for telecom hardware. Beyond internal heat generation, outdoor deployment exposes base stations to harsh cross-climate conditions: units operate 24/7 across -40°C to +85°C, enduring cyclic thermal stress from diurnal temperature swings and seasonal climate shifts that degrade circuit boards, solder joints and waterproof seals over time.
Combined thermal overload and rapid temperature cycling trigger cascading failures. Minor issues include RF gain attenuation, signal phase distortion and unstable data throughput. Severe faults cover chip thermal throttling, solder joint fatigue cracking and partial antenna failure, ultimately causing base station outages. As a result, standardized environmental simulation testing equipment that replicates real-world outdoor thermal conditions has become mandatory for 5G R&D, validation and mass production quality control.
Founded in 2005, Lab Companion (Guangdong Hongzhan Technology) specializes in R&D and manufacturing of environmental reliability testing systems. Its TC-series rapid thermal change chambers are widely deployed in 5G RF modules, high-speed optical transceivers and semiconductor packaging worldwide. This paper analyzes how Lab Companion addresses 5G thermal reliability challenges from industrial pain points, core product capabilities, global application cases and overseas remote service frameworks.
1. Industry Pain Points: Outdated Testing Solutions Fail Updated Telecom Standards
5G overheating risks stem from fundamental architectural upgrades. Massive MIMO expands antenna channels from 8 (4G) to 64/128 for 5G, while mainstream GaN power amplifiers push AAU power consumption to 1000W-1500W. Legacy passive heat sinks and basic air cooling designed for 4G lack sufficient thermal margin, making them unable to verify structural durability under rapid thermal cycling.
International and regional telecom standards have tightened reliability benchmarks. Per YD/T 3627-2023 and YD/T 4110-2022 (globally recognized reference standards for 5G hardware), outdoor AAUs require long-term thermal-humidity endurance testing from -40°C to +70°C with temperature fluctuation accuracy within ±0.5°C. Mandatory rapid thermal shock tests are also required to validate BGA solder joints, RF connectors and sealing performance under minute-level temperature transitions.
Conventional temperature cycling chambers feature fixed ramp rates and poor temperature uniformity, failing to meet updated compliance requirements. The global telecom supply chain demands scalable, high-precision rapid thermal change systems with flexible configuration capabilities.
2. Core Advantages of Lab Companion TC-Series Rapid Thermal Change Chambers
Customized for passive and active telecom component validation, all TC-series units hold CE certification for global shipment. The portfolio covers 9 standard chamber volumes ranging from 34L to 1500L, supporting testing for discrete RF chips, compact optical transceivers and integrated small-cell base stations to cover full-scale component and finished-product validation.
2.1 Modular Ramp Rate Configuration to Avoid Over-Engineering
Different 5G components show divergent thermal sensitivity. The TC series supports both linear and non-linear temperature ramp rates from 5°C/min to 25°C/min across five adjustable tiers. Non-linear ramp modes prioritize internal cavity temperature uniformity, ideal for batch screening of passive antenna arrays. Linear ramp modes comply strictly with JEDEC solid-state component specifications, eliminating hidden component damage caused by abrupt temperature shifts for RF baseband chips and high-speed optical modules.
Thanks to modular refrigeration architecture, users can upgrade ramp performance via add-on refrigeration modules without full equipment replacement when testing standards update. For extreme low-temperature scenarios including 5G millimeter-wave component validation, optional liquid nitrogen auxiliary cooling kits are available to break mechanical refrigeration speed limits for automotive and military-grade telecom compliance.
2.2 Ultra-Wide Temperature Range for Global Climate Replication
5G base stations are deployed across Arctic cold zones, arid inland regions, humid coastal areas and high-altitude plateaus, with cross-regional temperature differentials exceeding 100°C. The TC series delivers a core temperature range of -70°C to +150°C, providing ample testing redundancy beyond the -40°C to +85°C standard requirement for mainstream 5G hardware. The matched TH-series combined temperature-humidity chambers offer 20%RH to 98%RH humidity regulation, replicating high-temperature high-humidity conditions for 85°C/85%RH long-term aging tests required for coastal outdoor telecom infrastructure.
2.3 Dual Cascade Refrigeration: High Precision with Low Energy Consumption
Unlike single-stage refrigeration used by generic competitors, TC chambers adopt dual cascade refrigeration loops with environmentally compliant refrigerants: zero-ODP R23 for low-temperature circuits and low-loss R404A for high-temperature circuits. Paired with Copeland and Danfoss hermetic dual-stage compressors, the system cuts energy consumption by 18% under identical thermal ramp conditions. Nickel-chromium alloy heating tubes ensure uniform heat distribution, while dual PID collaborative control eliminates temperature overshoot and drift.
The multilingual touchscreen interface simplifies parameter configuration, with built-in power-off recovery, automatic calibration and scheduled startup functions to support unattended 24/7 lab operation, a core requirement for overseas automated testing labs.
2.4 Cloud-Based Intelligent Monitoring for Traceable Test Data
Powered by Lab Companion proprietary fuzzy PID algorithms, the chambers maintain temperature fluctuation within ±0.5°C and spatial deviation within ±2°C, fully meeting international telecom calibration standards. Local storage retains 5+ years of temperature curves and fault logs with exportable Excel/PDF reports for ISO 17025 and CNAS audit compliance. Built-in Ethernet connectivity enables cloud remote monitoring: global clients can remotely start/stop tests, view real-time thermal data and receive fault alerts via desktop or mobile terminals. The system features 32 automatic fault diagnosis protocols with multilingual troubleshooting prompts to accelerate on-site staff resolution without manual manuals.
3. Global Field Application Cases Across the 5G Supply Chain
3.1 RF Front-End Module R&D Validation
RF front-end modules directly determine 5G signal stability. A global leading massive MIMO antenna supplier adopted Lab Companion TC-100L chambers to conduct -55°C to +125°C rapid thermal cycling and 1000-hour 85°C/85%RH aging tests per YD/T 4110-2022. Uniform cavity thermal conditions identified hidden failures including adhesive delamination and gold-plated connector oxidation before mass production. Post-test verification confirmed frequency error within ±0.04ppm and output power fluctuation below ±2.2dB, meeting global operator access specifications.
3.2 Integrated Small-Cell Base Station Mass Screening
Outdoor small cells face severe diurnal thermal swings in urban and roadside deployments. A Southeast Asian telecom integrator deployed TC-340L chambers for 500+ cycles of -40°C to +70°C thermal shock testing to simulate 5 years of outdoor operating stress. Repeatable high-precision temperature control eliminated early failures of motherboard solder joints and power capacitors, reducing field failure rates from 1.2% to 0.27% for shipped units.
3.3 800G/1.6T High-Speed Optical Transceiver Testing
Laser chips in next-gen optical transceivers show extreme thermal sensitivity, with minor temperature shifts triggering code errors and optical power attenuation. Lab Companion compact TC models are widely used by transceiver manufacturers across Europe and Southeast Asia. Standard 10°C/min linear thermal cycling from -40°C to +85°C verifies extinction ratio, receiver sensitivity and bit error rate stability for cabinet-mounted transceivers operating without active cooling.
4. Overseas Service Framework: Remote-Only Support for Global Clients
Lab Companion does not provide on-site door-to-door maintenance for overseas clients, complying with cross-border logistics and local labor regulatory restrictions. We deliver full-lifecycle remote technical support covering all overseas regions, with standardized global service rules:
• Warranty Coverage: 1-year global comprehensive warranty for labor and standard components; 3-year extended warranty for core components including compressors and main control boards, with lifelong free remote technical consultation.
• In-Warranty Support: Unlimited multilingual remote video guidance for installation, calibration, routine maintenance and fault diagnosis; free digital firmware updates and electronic operation manuals. No on-site dispatch is included in overseas warranty packages.
• Post-Warranty Support: Transparent component pricing with no hidden fees. All spare parts are shipped from overseas bonded warehouses with standardized international logistics lead times.
• Remote Response SLA: 2-hour response window for urgent technical inquiries via email, video call and dedicated customer portal; detailed remote troubleshooting reports delivered within 12 working hours.
5. Future Outlook: 5G-A and 6G-Oriented Testing Innovation
Global telecom networks are transitioning to 5G-A commercial deployment, with 6G millimeter-wave, integrated sensing and communication (ISAC) technology under active R&D. Millimeter-wave antennas will see heat flux exceeding 500W/cm² and wider thermal tolerance ranges, driving demand for combined thermal-vibration environmental testing.
Lab Companion will prioritize two core upgrades for global clients: low-carbon refrigeration optimization to align with EU carbon border adjustment regulations, and combined thermal-shock-vibration testing systems for 6G ISAC hardware. We will continue to deliver high-precision, scalable and low-energy environmental simulation solutions, supporting global telecom manufacturers to improve long-term device reliability across cross-climate deployments.
The rapid iteration of high-compute AI chips has driven stricter requirements for environmental stress testing. With higher integration density and soaring power consumption, modern AI chips face extreme thermal stress during R&D and mass production. Traditional temperature cycling tests can no longer effectively expose marginal failures and potential reliability risks.
As a highly efficient accelerated reliability verification method, HALT (Highly Accelerated Life Testing) applies extreme temperature cycling stress far beyond standard operating conditions. It rapidly exposes functional limits and latent defects in the early development stage, shortening validation cycles and improving product robustness.
Lab Companion high-speed thermal cycling chambers deliver ultra-fast temperature ramping, intelligent load adaptation, and precision thermal control. Designed for high-power AI chip and server system testing, our solutions provide standardized, repeatable HALT verification for global semiconductor and AI enterprises.
1. Unique HALT Testing Challenges for High-Power AI Chips
Modern AI hardware features ultra-high power density. A single high-end GPU consumes hundreds of watts under full load, while a complete AI server rack can exceed 10kW peak power. Such dynamic and high heat loads bring three critical challenges to HALT testing:
1.1 Temperature Overshoot Under Ultra-Fast Ramp Rates
Qualified HALT testing requires a minimum temperature change rate of 25℃/min. Conventional testing equipment adopts traditional PID control, which struggles with rapid temperature transitions, causing severe overshoot and undershoot. Uncontrolled temperature spikes exceed specification limits and may damage expensive engineering samples, leading to high R&D losses and invalid test data.
1.2 Poor Stability Against Dynamic Internal Heat Loads
During powered testing, AI chips and GPU modules continuously generate dynamic heat, equivalent to an unstable internal heat source inside the chamber. Traditional systems cannot compensate for real-time heat fluctuations, resulting in inconsistent ramp rates and poor test repeatability. This makes it impossible to accurately define the true operational limits of AI chips.
1.3 Condensation Risks During Extreme Thermal Cycling
Rapid temperature transitions between extreme low and high temperatures easily cause surface condensation on chip packaging and precision components. Uncontrolled moisture leads to short circuits, metal corrosion, and electrochemical migration, causing irreversible damage to high-reliability AI chips used in data centers and 5G infrastructure.
2. Core Technical Advantages of Lab Companion HALT Thermal Cycling Chambers
With decades of expertise in environmental test equipment R&D and manufacturing, Lab Companion high-speed thermal cycling chambers are fully optimized for industrial-grade HALT scenarios. The standard model supports a 25℃/min linear ramp rate, while the LN2-assisted version achieves a maximum cooling rate of 30℃/min, fully complying with international HALT industry standards.
2.1 Ultra-Wide Temperature Range & Industry-Leading Ramp Speed
The standard temperature range covers -70℃ to +150℃, with customized extended models reaching -80℃ to +200℃. Multiple ramp rates from 5℃/min to 25℃/min are available, supporting both linear and non-linear cycling modes. Equipped with an optional liquid nitrogen auxiliary cooling system, the cooling rate reaches 30℃/min, accurately simulating extreme working conditions such as sudden power-off cooling and instant full-load heating.
In the classic HALT cycle (-40℃ ↔ 85℃), the 30℃/min ultra-fast cooling mode reduces single cooling cycle time to 5 minutes, boosting test efficiency by over 400% compared with conventional equipment. Hundreds of accelerated thermal cycles can be completed in a short time to efficiently expose latent defects and greatly shorten chip R&D validation cycles.
2.2 Q8 Intelligent Control System with AI Load Adaptive Algorithm
Lab Companion self-developed Q8 control system integrates AI fuzzy algorithms and dual-PID adjustment technology. It predicts temperature variation trends in advance and dynamically adjusts heating and cooling power. Across the full temperature range, the temperature fluctuation is ≤±0.3℃ and uniformity ≤±0.5℃, delivering consistent and stable stress output.
The core intelligent load recognition technology is optimized for high-power AI hardware testing. The system automatically identifies dynamic heat load characteristics of fully loaded GPUs, AI chips, and server modules, and matches optimal control parameters in real time. It effectively suppresses temperature overshoot under 25℃/min high-speed cycling, ensuring zero damage to precision samples. Built-in anti-interference compensation offsets ambient temperature and voltage fluctuations, achieving 99.5% test data repeatability.
2.3 Dual-Stage Cascade Refrigeration + LN2 Auxiliary Cooling System
The chamber adopts a dual-stage cascade refrigeration system with independent R404A high-temperature and R23 low-temperature circulation loops, ensuring stable and continuous operation within the standard temperature range. For ultra-low-temperature and extreme acceleration test requirements, the optional LN2 direct-injection auxiliary cooling system works with mechanical refrigeration to significantly improve low-temperature cooling efficiency, stably supporting 30℃/min ultra-fast cycling and meeting strict HALT limit stress assessment standards.
2.4 Split Structure & Professional Anti-Condensation Design
Adopting a split structure that separates the refrigeration unit from the test chamber, the equipment effectively reduces ambient heat accumulation and operating noise, supporting 72-hour unattended continuous operation for long-term HALT aging tests. Equipped with a dual-stage dehumidification and automatic dry air purging system, it replaces humid air during low-to-high temperature transitions, eliminating condensation risks on chip surfaces and precision electronic components.
3. Typical Application Scenarios for Global AI Chip R&D
3.1 Limit Stress Verification for High-Compute GPU Modules
For commercial high-power GPU modules used in AI servers, HALT testing is essential to define operational boundaries and failure thresholds. Customers adopt Lab Companion LN2-assisted high-speed thermal cycling chambers to complete -60℃ to +100℃ non-linear rapid cycling tests at a rate ≥25℃/min.
Under full-load high-heat conditions, the temperature overshoot is strictly controlled within ±0.5℃ with excellent uniformity. The Q8 system continuously records multi-point temperature data during 72-hour unattended operation, dynamically adapting to load changes. The exported complete test reports provide reliable data support for product reliability optimization and specification definition.
3.2 System-Level Thermal-Humidity Coupling Testing for AI Servers
For full 42U rack-mounted AI server system-level verification, Lab Companion large-volume walk-in thermal cycling chambers (2000L) support overall machine testing. The equipment achieves ±0.5℃ temperature uniformity and ±1.5%RH humidity accuracy, covering 20%–95%RH wide humidity range and -50℃ to +70℃ temperature cycling conditions.
The automatic anti-condensation system protects internal precision devices during temperature transitions. The system supports seamless docking with customer MES and data management platforms, realizing automatic data uploading and full lifecycle traceability, providing credible reliability certification for global market delivery.
3.3 Rapid Screening Verification for Low-Power Edge AI Chips
For low-power edge AI chips applied in smartphones and wearable devices, R&D teams need fast HALT screening to identify design weaknesses before mass production. Lab Companion TC series compact high-speed chambers provide 20℃/min non-linear cycling and a -70℃ to +150℃ wide temperature range.
Even for low-power samples below 5W, the intelligent load recognition system can accurately identify subtle heat changes and stabilize temperature transition curves. It efficiently completes limit temperature approximation and electrical performance verification, helping customers eliminate mass production risks and accelerate product iteration.
4. Q8 Intelligent System: Digital HALT Test Management
Tailored for high-standard global HALT testing workflows, the Q8 intelligent control system integrates full-process digital management functions:
• Flexible Program Editing: Supports up to 1000-segment custom programming, adaptable to complex test curves such as step stress, cyclic impact, and limit approximation. Built-in standard HALT templates simplify programming operations.
• Complete Data Traceability: Multi-channel real-time data acquisition, automatic trend curve generation and test report export, with 600-day local data storage to meet international quality audit standards.
• Remote IoT Management: Standard IoT module supports real-time equipment status monitoring, parameter adjustment and progress viewing via PC and mobile terminals, realizing unattended and efficient remote test management.
• AI Predictive Maintenance: 24/7 real-time monitoring of core components such as compressors and heaters. The AI health assessment algorithm predicts potential failures in advance, reducing unplanned downtime and ensuring continuous test progress.
5. Global Standardized Remote Technical Support System
To adapt to overseas customer service models, Lab Companion provides full-lifecycle online technical support for global users, without on-site door-to-door services, ensuring professional and efficient support for overseas R&D and production projects:
• 24/7 Online Technical Response: Professional international technical team provides fast remote docking, answering equipment operation, parameter debugging and fault consultation in real time.
• Remote Calibration & System Inspection: Support remote data verification, parameter calibration and system health detection to ensure long-term test accuracy compliant with HALT standards. All products comply with ISO9001, ISO14001 and CE international certifications.
• Standardized Operation Training & Document Support: Provide complete English SOP operation manuals, video training resources, and support customized HALT test process guidance for customer products.
• Remote Debugging & Technical Escort: For batch equipment users, provide exclusive remote commissioning, operational guidance and long-term technical escort services to ensure stable equipment operation.
6. Core Product Strength Summary
• Extreme Thermal Cycling Capability: 5–25℃/min optional standard ramp rates, up to 30℃/min with LN2 assistance, fully compliant with international HALT accelerated test specifications.
• High-Precision Constant Temperature Control: AI + dual-PID algorithm ensures ≤±0.3℃ temperature fluctuation and ≤±0.5℃ uniformity, realizing zero overshoot and safe limit stress application.
• Intelligent Dynamic Load Adaptation: Automatically identifies diverse heat loads of chips, modules and servers, with test data repeatability up to 99.5%.
• Ultra-Wide Temperature Coverage: Standard -70℃ to +150℃, customized -80℃ to +200℃, covering all extreme thermal environment simulation scenarios.
• Diversified Volume Configuration: 36L–10000L full-size coverage, supporting customized walk-in models, adapting from single chips to full server rack testing.
• Intelligent Digital Management: Remote monitoring, automatic data backup and one-click report export, matching digital R&D management systems of global semiconductor enterprises.
• Global Standard After-Sales System: Full-process online remote technical support, compliant with overseas user service habits, stable and efficient.
Conclusion
From single edge AI chips to high-compute server systems, Lab Companion high-speed thermal cycling chambers deliver ultra-fast temperature cycling, high-precision intelligent control and adaptive load testing capabilities. We provide standardized, reliable and intelligent HALT reliability verification solutions for global AI and semiconductor enterprises. With mature industrial technology and global standardized service systems, Lab Companion helps customers continuously optimize chip reliability, accelerate product iteration, and empower the high-quality development of the global AI computing industry.
Booming Shanghai AI Computing Industry Brings New Thermal Testing Challenges
As a core hub for AI chip R&D and computing infrastructure in China, Shanghai’s Zhangjiang and Caohejing industrial clusters have witnessed explosive growth in domestic high-performance AI chips. Since 2026, local leading enterprises have achieved remarkable market breakthroughs: Biren Technology has successfully listed on the Hong Kong Stock Exchange with an oversubscription ratio exceeding 2,300 times and a peak market value of HK$100 billion. Muxi Technology debuted on the STAR Market with a nearly 700% first-day surge, pushing its market value up to RMB 350 billion. OriginAI has completed IPO counseling and is accelerating its listing process. Three of China’s top four domestic GPU developers are rooted in Shanghai, forming a leading industrial cluster for high-end AI chip innovation.
The regional industrial advantages continue to expand. Hygon AI’s regional headquarters has settled in Pudong Zhangjiang, while Yuntiantianxin advances the industrialization of high-power inference chips. As Shanghai’s AI computing hardware rapidly upgrades in performance, extreme heat generation has become a critical bottleneck for reliability validation.
High-computing AI chips produce massive instantaneous heat during parallel computing tasks. Without rigorous thermal cycling verification in R&D and mass production phases, devices are prone to frequency reduction, performance degradation and premature hardware failure. Traditional thermal test equipment can no longer adapt to the high-power, large-scale, high-precision testing requirements of modern AI chips and server systems. To address these industry pain points, Lab Companion has developed high-acceleration fast temperature change chambers, delivering standardized, high-reliability environmental test solutions for global AI computing hardware manufacturers.
Three Core Testing Pain Points of High-Power AI Chips
Compared with traditional consumer electronics chips, AI GPUs, server motherboards and full rack servers feature ultra-high power consumption, severe thermal accumulation and oversized test specimens, bringing three major technical challenges to temperature cycling tests.
1. Severe Thermal Accumulation Causes Unstable Test Data
The thermal design power (TDP) of a single mainstream AI GPU reaches hundreds of watts. A multi-GPU server delivers a peak power consumption of over 10kW, while high-density racks exceed 50kW to 100kW — 3 to 5 times higher than traditional servers. During temperature cycling tests, the self-heating of DUTs (devices under test) distorts the internal temperature field of the chamber, causing significant deviations between the set temperature and the actual ambient temperature around specimens. This results in poor repeatability and authenticity of test data, failing to meet international reliability standards.
2. Traditional PID Control Leads to Temperature Overshoot & Specimen Damage
Qualified fast temperature change tests require smooth heating and cooling processes without overshoot or delay. However, conventional PID control struggles with high-heat-load AI devices. It provides insufficient power during heating and generates severe temperature overshoot when approaching the target value due to sudden heat release from high-power chips. Excessive temperature deviation not only violates IEC and JESD test specifications but also damages expensive engineering samples, raising R&D costs significantly.
3. Limited Chamber Volume Fails Full-System-Level Testing
Modern AI reliability testing has evolved from single IC testing to system-level verification of GPU motherboards, multi-GPU modules and complete server racks. Standard temperature change chambers cannot accommodate large-size DUTs. Forced placement blocks internal airflow, destroys temperature field uniformity, and fails to support full-system reliability validation for AI servers.
Lab Companion Core Technologies for High-Heat-Load AI Testing
Lab Companion TC/TH/ESS/CW series fast temperature change chambers are tailor-made for high-power, large-size AI computing hardware. With exclusive optimized control algorithms and structural design, the equipment supports full-scenario testing from single chips and modules to complete server racks.
1. Wide Temperature Rate Coverage with Linear & Non-Linear Modes
Lab Companion chambers feature a temperature range of-70℃ to +150℃, with temperature fluctuation ≤±0.5℃ and temperature deviation ≤±2℃. It supports multiple temperature change rates from 5℃/min to 25℃/min, with optional linear and nonlinear operation modes. Liquid nitrogen auxiliary cooling is available for ultra-fast cooling up to 30℃/min.
Linear temperature variation ensures constant and smooth temperature gradients, perfectly matching standardized compliance tests that require strict rate consistency. Nonlinear mode simulates real-world operating conditions such as equipment startup/shutdown and load fluctuation, reproducing actual thermal shock environments for more credible test results.
2. Patented Adaptive Thermal Load Control Algorithm Eliminates Overshoot
To solve the overshoot problem caused by high self-heating of AI chips, Lab Companion adopts a patented cold-end adaptive control system, upgrading traditional PID logic. The system collects real-time data from multiple temperature sensors inside the chamber and on specimen surfaces, dynamically identifies the real-time power load of DUTs, and intelligently adjusts compressor output and heater compensation to offset self-heat interference.
Even under high-speed temperature cycling above 15℃/min, the equipment achieves smooth temperature transition with strictly controlled overshoot range. It ensures the thermal stress applied to specimens fully complies with international standards, guaranteeing test accuracy and protecting high-value test samples.
3. Large Walk-In Chambers for Full-Rack System-Level Testing
Lab Companion walk-in fast temperature change chambers cover a volume range from 1m³ to 10m³, with customizable oversized dimensions to accommodate standard 42U AI server racks and complete system equipment. The series supports ultra-high thermal load testing, bearing 1,000kg aluminum ingots plus 50kW continuous heat load, with expandable load capacity for customized demands.
Equipped with a multi-point three-dimensional air supply system, high-power centrifugal fans and adjustable deflectors, the chamber forms a full-domain forced convection circulation. Under full-load conditions, the temperature uniformity ≤±1.5℃ and fluctuation ≤±0.5℃, fully meeting GJB and IEC requirements for large-scale specimen reliability testing.
4. Precise Humidity Control Prevents Condensation & Corrosion
Extreme temperature differences during AI chip thermal cycling easily cause surface condensation during temperature recovery, leading to short circuits, circuit corrosion and performance failure. Lab Companion’s integrated boiler humidification system provides accurate humidity control ranging from 20%RH to 98%RH, stably maintaining low humidity conditions of 45%RH at 0℃. It effectively eliminates condensation risks and ensures safe and stable testing of high-precision AI chips.
5. Independent Intelligent Control System with Full Data Traceability
Lab Companion’s self-developed C100 PID control system integrates fuzzy logic algorithms with bilingual (Chinese/English) visual operation interfaces for simple and efficient parameter configuration. The system automatically coordinates refrigeration, heating, dehumidification and humidification subsystems to achieve high-precision full-range temperature and humidity control. It supports intelligent fault self-diagnosis with real-time fault prompts and historical record storage for rapid maintenance.
Equipped with Ethernet and IoT remote monitoring functions, the equipment allows engineers to check operating status and test progress via mobile terminals anytime. All test data, temperature curves and fault records can be exported and backed up, fully complying with IATF 16949, ISO 17025, GJB and IEC data traceability standards.
Typical Application Scenarios for AI Computing Hardware
Scenario 1: GPU Motherboard Temperature Cycle Aging Test
A leading Shanghai AI chip designer conducted reliability verification for high-power GPU motherboards per the JESD22-A104 standard. Test conditions: -55℃ to +125℃, 15℃/min temperature rate, 1,000 thermal cycles. Adopting the Lab Companion TC-1000 fast temperature change chamber, the temperature overshoot was strictly controlled within ±0.5℃ with stable field uniformity. After 1,000 cycles, no cracking, welding failure or structural damage occurred on the GPU motherboard, completing successful reliability validation.
Scenario 2: AI Server Full System Temperature-Humidity Coupling Test
A server manufacturer performed extreme environmental reliability tests on fully loaded AI server racks. The test procedure included 48-hour high-temperature and high-humidity storage at 55℃/95%RH, 24-hour low-temperature storage at -20℃, and temperature recovery cycling. The Lab Companion CW2000 walk-in chamber easily accommodated standard 42U racks and supported external liquid cooling pipeline access for real-time monitoring of core hotspot temperatures. The equipment operated stably for over 300 hours without temperature anomalies or thermal load interference, verifying the long-term stability of server heat dissipation and overall structure.
Scenario 3: ESS Environmental Stress Screening for Multi-GPU Modules
An AI module manufacturer required 100% production-line stress screening to eliminate potential manufacturing defects. Lab Companion ESS series chambers adopt dual/triple-chamber alternating design, realizing seamless switching between testing, pre-heating and pre-cooling to match automated production rhythms. With 24 high-precision temperature acquisition channels, the equipment monitors the real surface temperature of each GPU chip, records temperature deviation data, and generates standardized test reports automatically, meeting strict quality control and traceability requirements for mass production.
Global Online Technical Support System
To serve global enterprise clients efficiently, Lab Companion adopts an online-first technical support system (no on-site door-to-door service for overseas users), providing full-cycle professional technical guarantee:
• Fast Remote Response: Professional technical teams provide remote diagnosis, operational guidance and fault troubleshooting with rapid response worldwide.
• Online Technical Training: Offer remote operational training, standardized SOP documents and customized testing process guidance to help teams master equipment operation quickly.
• Regular Remote Maintenance & Calibration Guidance: Provide periodic remote equipment inspection, calibration guidance and system optimization suggestions to ensure long-term high-precision operation.
• Complete Spare Parts Supply: Support global spare parts delivery and remote component replacement guidance to minimize equipment downtime.
Core Technical Advantages
Lab Companion fast temperature change chambers provide professional and reliable environmental test solutions for global AI chip and server manufacturers, with five core strengths:
• High Thermal Load Adaptability: Patented cold-end adjustment technology eliminates temperature overshoot under high-power load, ensuring precise testing and specimen safety.
• Flexible Temperature Change Rates: Support 5–25℃/min linear/nonlinear adjustable rates, up to 30℃/min with LN2 assistance, adapting to diverse international test standards.
• Full-Coverage Test Space: 1–10m³ large-capacity walk-in chambers support 50kW+ high thermal load for full-server-rack system-level testing.
• Independent & Intelligent System: Self-developed control system with full independent intellectual property rights, supporting remote monitoring and complete data traceability.
• Global Online Support: Professional remote technical team provides 24/7 online guidance, training and after-sales support for overseas clients.
Conclusion
With the continuous upgrading of global AI computing hardware, international standards for chip and server environmental reliability testing are becoming increasingly stringent. Lab Companion focuses on high-precision thermal testing technology, providing full-scenario reliability verification solutions from single chips and modules to complete server racks. By delivering stable, standardized and professional environmental test equipment and global online technical services, Lab Companion empowers global AI hardware enterprises to optimize product reliability and accelerate high-end industrialization development.
High-End Reliability Testing Demands Driven by the Yangtze River Delta Semiconductor Cluster
Wuxi and Suzhou form one of China’s most concentrated and mature semiconductor industrial hubs, boasting a complete industrial chain covering IGBT power module chip design, wafer fabrication, packaging and testing. Wuxi focuses on automotive-grade framed and molded IGBT modules as well as third-generation semiconductor products, while Suzhou specializes in power semiconductor packaging, component R&D and system solution development. The clustered industrial layout lays a solid foundation for high-end power semiconductor manufacturing.
Driven by the booming new energy vehicle, smart grid, industrial frequency conversion and rail transit industries, IGBT power modules are widely deployed in extreme operating conditions. Frequent high-power switching, load fluctuations and sharp temperature changes generate continuous thermal and mechanical stress, posing rigorous challenges to product reliability, thermal stability and service life. In this context, real-world oriented rapid thermal cycling testing has become an indispensable procedure for IGBT module R&D, mass screening and automotive qualification certification.
Tailored to the high-standard testing requirements of the Yangtze River Delta semiconductor cluster, Lab Companion TC/TH series non-linear rapid thermal cycling chambers deliver high-efficiency temperature cycling, high-precision thermal control and full-process data traceability. The series provides standardized, reliable and compliant testing solutions for the entire lifecycle of IGBT power modules, from prototype verification and reliability evaluation to mass production quality control.
1. Core Testing Challenges of IGBT Power Module Thermal Cycling
1.1 Harsh Operating Conditions & Strict Industry Standards
Most IGBT module failures stem from cyclic thermal loads caused by frequent power-on and power-off operations. Rapid junction temperature fluctuations induce thermal stress and mechanical strain, leading to common defects such as material delamination, solder voids and packaging cracking. The IEC 60749-34-1 standard strictly regulates power cycling tests for power semiconductor devices, evaluating the long-term tolerance of IGBTs, MOSFETs and thyristors under repeated thermal and mechanical stress, raising higher requirements for test equipment simulation accuracy.
1.2 Limitations of Traditional Linear Thermal Cycling Equipment
Conventional thermal cycling chambers adopt fixed-rate linear temperature change, which only meets basic testing specifications such as IEC 60068-2-14. This linear mode fails to simulate the irregular, non-uniform thermal shocks caused by real-world load variations, startup-shutdown cycles and working condition switching. In addition, traditional devices lack high-precision full-cycle data recording functions, resulting in insufficient data traceability and failing to meet stringent automotive qualification and mass production audit requirements.
1.3 Unique Advantages of Non-Linear Thermal Cycling Testing
Different from rigid linear temperature variation, Lab Companion non-linear thermal cycling mode allows dynamic rate fluctuation within a compliant range while ensuring the average temperature change rate meets standard requirements. It highly restores the complex thermal impact of IGBT modules under actual operating conditions such as load adjustment and sudden startup. This testing mode effectively exposes latent defects that cannot be detected by linear cycling, including interfacial stress concentration and packaging fatigue failure, greatly improving the authenticity and accuracy of reliability verification.
2. Core Technical Advantages of Lab Companion TC/TH Series
2.1 Ultra-Wide Temperature Range & Multiple Rate Options for Full-Condition Coverage
The chamber covers a wide temperature range of -70℃ to +150℃, fully matching the full operating temperature spectrum of IGBT modules, including -40℃ low-temperature cold start and +125℃ high-temperature full-load operation. It supports multiple standard temperature change rates: 5℃/min, 10℃/min, 15℃/min, 20℃/min and 25℃/min, adaptable to diverse test standards and product specifications. An optional liquid nitrogen auxiliary cooling system further boosts the maximum cooling rate up to 30℃/min to satisfy extreme rapid thermal cycling test demands.
2.2 Dual Linear/Non-Linear Mode Switching for Compliance & Real-World Simulation
All Lab Companion TC/TH series models are equipped with integrated dual-mode switching without additional hardware upgrades, covering R&D verification, certification testing and mass production screening with one device. The linear mode adopts self-developed feedforward compensation algorithm, controlling the rate deviation within ±0.5℃/min and temperature overshoot below 0.8%, fully complying with high-precision automotive-grade standards such as AEC-Q100. The non-linear mode adopts an optimal balance of qualified average rate and energy efficiency, dynamically simulating irregular thermal shocks in real working scenarios while ensuring stable and energy-efficient operation.
2.3 High-Precision Intelligent Temperature Control & Uniform Thermal Field
Equipped with Lab Companion self-developed Q8 intelligent control system, integrated with dual-PID and AI fuzzy algorithms, the equipment real-timely monitors cabin temperature and sample surface temperature, and dynamically adjusts compressor capacity and heater output. It achieves a precise temperature control accuracy of ±0.3℃, temperature fluctuation ≤±0.5℃ and overall temperature deviation ≤±2℃. The temperature difference across the working area is stably controlled within ±1.5℃, ensuring consistent thermal stress loading for every IGBT module and eliminating test errors caused by uneven temperature distribution.
2.4 Full-Process Data Traceability for Automotive Certification Compliance
To meet strict quality audit and certification requirements for power semiconductors, the built-in high-precision data acquisition system records full-cycle temperature, humidity and time parameters in real time with automatic storage and export functions. All test data can generate standardized traceable reports that comply with IATF 16949 and ISO 17025 quality systems, providing complete and credible data support for AEC-Q101 automotive qualification, third-party certification and mass production quality control.
2.5 Expandable Humidity Control for Combined Stress Testing
The TH series supports integrated humidity control function, with a humidity range of 20%~98% RH and precise deviation control: ±3% RH (below 75% RH) and ±5% RH (above 75% RH). It perfectly adapts to high-standard combined stress tests such as H3TRB (High Temperature High Humidity Reverse Bias), covering all mainstream environmental reliability test items for high-end IGBT modules.
3. Typical Application Scenarios for IGBT Module Testing
3.1 AEC-Q101 Temperature Cycle Life Testing for Automotive-Grade IGBT Modules
Automotive-grade IGBT modules require strict temperature cycle life verification per AEC-Q101 standards, which demands high-frequency and wide-range thermal cycling with extremely high requirements for equipment stability and efficiency. Traditional linear testing solutions suffer from long cycle times and poor data consistency, delaying certification progress.
Adopted by multiple automotive semiconductor manufacturers in the Yangtze River Delta, Lab Companion TC series non-linear thermal cycling chambers operate at a rate of 15℃/min under non-linear mode, accurately simulating real thermal stress fluctuations during vehicle load switching. The solution reduces single cycle time by 40% compared with conventional linear equipment. It supports 500+ hours of continuous stable operation with consistent test data, enabling one-pass third-party certification and greatly accelerating product launch cycles.
3.2 ESS Environmental Stress Screening for Mass Production IGBT Modules
Environmental Stress Screening (ESS) is a critical process to eliminate early-stage defects such as solder voids and packaging flaws caused by manufacturing and material inconsistencies. Semiconductor packaging factories adopt Lab Companion non-linear thermal cycling equipment for batch production screening.
The non-linear rate floating control ensures effective stress screening while optimizing energy consumption. The equipment supports uninterrupted operation of more than 200 thermal cycles, with a defrost interval 3 times longer than ordinary devices. It effectively reduces downtime, improves production line screening efficiency and enhances finished product yield, fully adapting to large-scale mass production quality control needs.
3.3 HALT Limit Testing for New IGBT Module R&D
In the new product development stage, HALT (Highly Accelerated Life Testing) is essential to explore the operational and failure limits of IGBT modules and optimize packaging structures and manufacturing processes. Lab Companion equipment supports custom multi-segment non-linear temperature curves, including ramp change, constant temperature holding, stepped cycling and triangular wave impact, with independent parameter configuration for each segment.
By conducting stepped thermal cycling tests within -55℃~+150℃ at an average rate of 20℃/min, manufacturers successfully capture interfacial stress failure points that cannot be triggered by traditional linear testing, providing critical data support for packaging process iteration and structural optimization.
4. Global Online Technical Support System
Lab Companion provides standardized global after-sales technical services, adhering to a remote support-oriented service system to ensure stable and efficient equipment operation for overseas users:
• 24/7 Online Technical Support: Professional engineering teams provide rapid remote response, solving equipment operation, parameter debugging and fault diagnosis problems online in real time.
• Standardized Remote Training: Provide complete SOP operation documents, video tutorials and remote one-on-one training, helping users master equipment operation, calibration and maintenance, and build test systems compliant with AEC-Q101 and GB/T 17574 standards.
• Regular Remote Maintenance & Calibration Guidance: Provide periodic remote equipment inspection, calibration guidance and system optimization suggestions to ensure long-term high-precision and stable operation of the chamber.
• Customized Remote Development & Debugging: Support remote customization of equipment interfaces and cabin layout optimization, realizing linkage adaptation with probe stations, power analyzers and other test equipment to improve overall test integration.
5. Core Product Advantages Summary
• Dual-Mode Compatibility: One-click switching between linear and non-linear modes, balancing standard compliance and real working condition simulation, covering the whole process of R&D verification, certification testing and mass production screening.
• Wide Temperature Range & High-Speed Cycling: -70℃~+150℃ full temperature coverage, 5~25℃/min adjustable standard rate, up to 30℃/min ultra-fast cooling with optional liquid nitrogen cooling system.
• High Precision & Stable Output: ±0.3℃ precise temperature control, uniform thermal field, rate deviation within ±0.5℃/min in linear mode, ensuring accurate and repeatable test data.
• Full-Process Compliant Traceability: Professional data recording system compliant with IATF 16949 and ISO 17025, fully supporting automotive certification and mass production quality traceability.
• Global Professional Remote Service: Standardized online training, remote debugging and long-term technical guidance to ensure efficient and stable equipment operation for global users.
Conclusion
As a core global power semiconductor manufacturing cluster, the Yangtze River Delta is leading the high-end development of domestic IGBT industries. Lab Companion TC/TH series non-linear rapid thermal cycling chambers precisely match the rigorous reliability testing standards of IGBT power modules. With dual-mode thermal cycling technology, high-precision temperature control, full-process data traceability and global standardized remote services, the equipment solves key industry pain points such as inaccurate working condition simulation, insufficient data compliance and difficult overseas after-sales support.
Lab Companion will continue to focus on global power semiconductor testing demands, iterating advanced environmental test equipment and solutions. We empower global customers to improve IGBT product quality and reliability, assisting the power semiconductor industry in achieving high-end and high-quality development worldwide.
High-low temperature test chambers are core precision equipment for reliability testing in semiconductors, automotive-grade electronics, AI chips, and high-speed optical modules. The temperature control accuracy and operational stability of the equipment directly determine the authenticity and validity of test data for chip temperature cycling, high and low temperature durability, and rapid temperature change tests. They also underpin the product quality stability and brand reputation of global electronics enterprises.
In 2026, China’s environmental test equipment industry ushers in accelerated technological iteration. Chinese manufacturing has achieved remarkable breakthroughs in high-precision test equipment, becoming a cost-effective and high-reliability alternative to imported brands. However, the market is still mixed with inferior products featuring false parameter labeling and simplified configurations. Global buyers are likely to face three major risks: distorted test data, premature equipment failure, and inadequate after-sales support. Based on front-line actual tests and international semiconductor industry practical experience, this article takes Lab Companion—a leading high-end environmental test equipment brand manufactured in China—as the core research object. It deeply analyzes core pain points in chip testing and sorts out comprehensive purchasing avoidance strategies, helping global R&D and procurement teams select suitable equipment, control costs, and avoid selection risks.
I. 2026 Actual Test Experience: Authentic Performance for Professional Chip Testing Scenarios
1.1 Core Performance: High Precision & Ultra Stability to Meet Strict Chip Testing Standards
Chip reliability testing imposes extremely strict requirements on temperature control accuracy. Authoritative industry standards including JEDEC JESD22-A104 and AEC-Q100 clearly stipulate that the equipment’s temperature fluctuation shall be ≤±0.3℃, temperature uniformity ≤±0.5℃, and display accuracy up to 0.01℃. Only high-precision professional equipment can accurately capture the critical failure state of chips at the 0.05℃ level and ensure fully compliant and valid test results.
Lab Companion Actual Test Performance: This test adopts Lab Companion TC series rapid temperature change test chambers and PSL series high-low temperature test chambers, mainstream models independently developed and produced in China. The standard temperature range covers -70℃~+150℃. Under full-load working conditions that conform to international industry standards (sample volume accounts for 1/4 of the inner tank volume), the temperature fluctuation is stably controlled within ±0.2℃ at core test points of 125℃ high temperature and -40℃ low temperature, and the overall temperature difference inside the chamber is ≤±0.4℃.
The temperature rise and fall rate is fully linear and controllable: the standard rate is 5℃/min, high-speed models reach 15-20℃/min, and high-end customized models support a maximum rate of 25℃/min with no performance attenuation throughout operation. After 1,000 consecutive temperature cycle tests, the equipment maintains zero temperature control drift and zero data deviation. The test data is fully recognized by international authorities and can be directly used for automotive-grade chip certification.
Pain Points of Inferior Equipment: Most low-end counterfeit equipment falsely labels ±0.2℃ high precision. The actual no-load fluctuation reaches ±0.6℃, and the full-load fluctuation soars to ±0.8℃ with severely exceeded temperature uniformity. Test data deviation exceeds 5% for chips placed in different positions, leading to completely invalid test results. Meanwhile, rate false labeling is common: the nominal 15℃/min rate is only 8℃/min in actual tests. Long-term operation causes frequent compressor start-stop and sudden temperature cycle interruptions, resulting in batch scrapping of chip samples and substantial R&D and production losses.
1.2 Operational Experience: Scenario-Based Design for High-Frequency Continuous Chip Testing
Chip testing is characterized by small-size samples, multi-station operation, long-cycle and non-stop continuous operation, with a single temperature cycle test requiring 500 to 1,000 iterations. The detailed adaptability of equipment directly determines testing efficiency and labor cost control.
Full-Range Chamber Volume Adaptation: As a professional Chinese manufacturer, Lab Companion supports customized equipment volumes from 36L to 10,000L. Mainstream 50L-300L models perfectly adapt to global chip R&D verification and mass production screening scenarios. The 300L model can carry 50-80 automotive-grade chips at the same time, reserving a standard temperature field space 4 times the sample volume to ensure uniform internal temperature.
All equipment is equipped with 1.5mm thick SUS304 mirror stainless steel inner tank, anti-static tray, probe station linkage interface, and anti-condensation transparent observation window. It fully adapts to chip live testing and real-time status observation, and completely avoids chip static damage, meeting the high-standard testing needs of global semiconductor enterprises.
Intelligent Control System for Unattended Operation: Lab Companion independently develops the Q8 intelligent control system equipped with AI fuzzy algorithm and dual PID precise temperature control technology. It supports more than 100 programmable temperature control segments and infinite cycle operation, with switchable linear and non-linear temperature change modes. Test curves and full test data can be exported with one click, covering the entire process of chip R&D and mass production testing.
The exclusive adaptive PID technology automatically offsets temperature interference caused by chip self-heating, ensuring zero drift of full-load test data. Built-in power-off memory, automatic fault early warning, and remote monitoring functions support 7×24-hour unattended operation, greatly reducing manual maintenance costs for global laboratories and production lines.
Low Energy Consumption & Low Noise: Adopting variable-frequency cascade refrigeration technology and optimized air duct structure independently developed in China, the full-load power consumption of the 300L model is ≤3.5kW, 30% more energy-saving than traditional international generic equipment. The operating noise is ≤55dB, with no environmental interference, fully suitable for long-term stable operation in global R&D laboratories and mass production test lines.
1.3 Long-Term Stability: 7×24H Full-Load Operation for High-Intensity Testing
Chip reliability testing requires all-weather continuous operation. The long-term stability of equipment is the core guarantee for stable test progress and low maintenance costs, and also a key indicator of the strength of Chinese high-end test equipment manufacturing.
Lab Companion Core Advantages: All core refrigeration components adopt original imported compressors from Bitzer (Germany) and Tecumseh (France), matched with thickened 304 stainless steel inner tanks and triple safety protection mechanisms (over-temperature, overload, and leakage protection).
As a benchmark brand of Chinese-made high-end environmental test equipment, all Lab Companion equipment undergoes strict factory inspections: 48-hour full-load limit operation tests and 1,000 high-low temperature cycle verification. The annual average failure rate is ≤0.2%, no major maintenance is required within 3 years, and the Mean Time Between Failures (MTBF) reaches 20,000 hours, fully adapting to the high-intensity and high-frequency testing needs of global semiconductor mass production lines.
Pain Points of Inferior Equipment: Low-cost generic equipment uses thin inner tanks and assembled miscellaneous compressors. After one month of continuous operation, it will suffer from reduced refrigeration efficiency, inner tank frosting, and temperature control failure. Frequent shutdowns and maintenance interrupt chip test progress, causing project delays and cost overruns.
1.4 Global After-Sales Service: Exclusive Overseas Remote Support System
Chip testing has a long cycle and high technical threshold, and timely technical support is crucial for global users to ensure continuous and stable testing. For overseas markets, Lab Companion provides professional global online after-sales services (no on-site door-to-door service for overseas regions), supporting full-cycle remote technical guidance and fault diagnosis.
We provide 24/7 global online technical support, remote fault troubleshooting, program debugging, equipment calibration guidance, and operational training services. Core equipment spare parts are stocked overseas for quick delivery, matched with a 1-year complete machine warranty, effectively solving the equipment operation and maintenance concerns of global semiconductor enterprises.
In contrast, inferior brands lack overseas service systems and professional technical teams. Equipment failures will lead to long-term test stagnation, directly causing project delays and missed product launch windows.
II. 2026 Global Purchasing Avoidance Guide: 4 Core Dimensions to Prevent Selection Risks
2.1 Parameter Verification: Reject False Labeling, Only Recognize Full-Load Actual Test Data
All parameters must be verified in accordance with international standards GB/T2423 and IEC60068. Reject marketing gimmicks and take actual test data and official calibration reports as the only valid basis:
• Temperature Range Selection: -40℃~+125℃ for consumer electronic chips; -70℃~+150℃ mandatory for automotive-grade chips; customized -80℃~+180℃ ultra-wide temperature range for aerospace and military chips. Do not blindly pursue extreme temperature ranges to avoid unnecessary cost increases of more than 30%.
• Strict Accuracy Standards: Firmly implement three core indicators: fluctuation ≤±0.3℃, uniformity ≤±0.5℃, display accuracy 0.01℃. Global purchasers must ask for third-party metrology calibration reports and focus on full-load actual test data, rather than nominal no-load parameters in brochures.
• Clarify Temperature Change Rate Conditions: Strictly distinguish no-load and full-load rates. Automotive-grade rapid temperature change testing requires a full-load rate ≥15℃/min in the core range of -40℃~+85℃. The procurement contract must clearly stipulate "linear rate, no full-load attenuation" to avoid false rate marking.
• Scientific Chamber Volume Matching: Follow international industry standards: ordinary sample volume ≤1/3 of inner tank volume, high-heat-dissipation chip sample volume ≤1/4 of inner tank volume. Calculate the required equipment volume according to the formula "total sample volume × 4" to ensure uniform temperature field.
Key Avoidance Tip: Strictly guard against "qualified no-load data but shrunk full-load performance" and "parameter-only publicity without official calibration reports". All core parameters must be supported by authentic full-load test data.
2.2 Configuration Verification: No Compromise on Core Hardware, Focus on Chip Testing Scenarios
• Core Hardware Configuration Standards: Adopt original imported Bitzer/Tecumseh compressors, ≥1.5mm thick 304 stainless steel inner tank, 3D convection air duct structure for uniform global temperature field, and industrial-grade intelligent PID controller to support multi-segment programming and full data traceability.
• Exclusive Chip Testing Configuration: Standard anti-static structure, probe station linkage interface, anti-condensation observation window, remote monitoring & automatic data export, and door opening fast temperature recovery (≤5min), fully adapting to chip live testing, multi-station testing, and long-term unattended operation.
• Complete Safety Configuration: Equipped with over-temperature, overload, leakage, and compressor delay protection; humid models are additionally equipped with water shortage protection to eliminate risks of chip burnout and equipment damage.
Key Avoidance Tip: Low-cost generic equipment is equipped with miscellaneous compressors, thin iron inner tanks, and simple controllers. Although the upfront procurement cost is low, it leads to inaccurate test data and high failure rates, with long-term maintenance costs far exceeding the price difference.
2.3 Manufacturer Verification: Prefer Professional Chinese Manufacturers with In-Depth Industry Experience
• Qualification & Industry Accumulation: Prioritize high-tech enterprises with more than 10 years of professional environmental test equipment R&D and manufacturing experience, ISO9001 certification, independent R&D patents, and rich service experience in the global semiconductor and automotive electronics industries. As a leading Chinese manufacturing brand founded in 2005, Lab Companion has 21 years of professional experience in precision environmental test equipment, serving 500+ global top-tier enterprises in semiconductors and communications, with profound technical accumulation and international industry recognition.
• Scenario Adaptation Capability: Manufacturers must be proficient in international standards such as JEDEC and AEC-Q100, capable of providing customized solutions for multi-station testing and special temperature zones, instead of one-size-fits-all generic equipment. Lab Companion’s self-developed AI PID temperature control algorithm and 3D convection air duct system perfectly solve industry pain points such as chip self-heating interference and uneven temperature fields.
• Global Service Capability: Prefer manufacturers with independent overseas technical service teams and perfect remote support systems. Lab Companion provides 24/7 global online technical response and long-term spare parts supply to ensure rapid resolution of overseas equipment operation problems.
Key Avoidance Tip: Reject trading companies and new entrants with no core R&D capabilities. Such suppliers lack professional chip testing technology reserves, with poor equipment adaptability and no stable overseas after-sales guarantee.
2.4 Contract Verification: Clear Written Clauses to Eliminate Disputes
• Accurate Parameter Clauses: The contract shall clearly mark the full-load actual test core parameters including temperature fluctuation, uniformity, and temperature change rate, without vague descriptions.
• Standard Acceptance Clauses: Clarify acceptance standards and time limits, stipulate third-party calibration reports and on-site full-load test acceptance, and define rectification and return mechanisms for unqualified equipment.
• Clear After-Sales Clauses: Clearly specify the warranty period, online technical response time, spare parts supply cycle, and maintenance charging standards, with all service commitments documented in writing.
Key Avoidance Tip: Reject all verbal commitments and vague contract terms. All preferential policies and performance indicators must be written into the official contract to protect the legitimate rights and interests of global purchasers.
III. 2026 Recommended Premium Brand for Chip High-Low Temperature Test Chambers: Lab Companion (Made in China)
Evaluated by four core dimensions: 2026 global technical strength, actual test reputation, chip scenario adaptability, and overseas service guarantee, Lab Companion stands out as the preferred Chinese manufacturing brand for high-precision chip high-low temperature test equipment in the global market.
Lab Companion is a benchmark enterprise for high-end environmental test equipment in China, focusing on high-precision testing fields such as semiconductors, automotive-grade AI chips, and high-speed optical modules. All equipment fully complies with international authoritative standards including JEDEC, AEC-Q100, GB/T 2423, and IEC 60068, with core performance reaching international first-class levels. The standard temperature range is -70℃~+150℃ (customizable and expandable), with temperature fluctuation ≤±0.3℃ and uniformity ≤±0.5℃. The full-load temperature change rate is stably maintained at 15-20℃/min, with zero temperature control drift after 1,000 consecutive cycles. The test data is internationally recognized and supports automotive and military-grade chip certification.
Targeting core chip testing pain points, Lab Companion relies on self-developed Chinese core technologies—AI intelligent PID temperature control algorithm and 3D full-domain convection air duct technology—to completely eliminate chip self-heating interference and temperature field imbalance. It perfectly adapts to high-standard scenarios such as chip live testing, multi-station parallel testing, and long-term high-intensity unattended operation. The equipment is standard-equipped with anti-static, anti-condensation, remote monitoring, full data traceability, and probe station linkage functions, effectively improving global enterprises’ testing efficiency and data compliance.
For global users, Lab Companion provides a standardized overseas service system: 1-year full machine warranty, 24/7 global online technical guidance and fault troubleshooting, and long-term sufficient supply of core spare parts overseas, ensuring continuous and stable operation of customer equipment and uninterrupted test progress.
In 2026, choosing Lab Companion, a high-quality Made in China chip high-low temperature test chamber, means selecting a one-stop reliable test solution with accurate data, stable operation, high efficiency, and professional global after-sales. It helps global semiconductor enterprises strictly control product quality, accelerate product launch, and seize global market opportunities.
Driven by the rapid advancement of new energy vehicles and energy storage industries, battery pack performance—including energy density, fast-charging capability, and thermal management reliability—has become a core benchmark for market competitiveness. As the dominant thermal management solution for modern battery packs, liquid cooling systems deliver efficient and uniform heat dissipation. Their tightness, cyclic stability, and environmental adaptability under extreme temperature and humidity conditions directly determine the safety and service life of EV and energy storage battery packs.
Based in China’s Yangtze River Delta, a core industrial cluster for new energy batteries, vehicle manufacturing, and supporting components, Lab Companion develops dedicated liquid-cooled temperature and humidity test chambers for battery pack validation. Equipped with a patented anti-condensation system, our equipment eliminates condensation defects that commonly occur in conventional environmental chambers during low-temperature and high-humidity cycling. It provides stable, accurate, and condensation-free test conditions for R&D verification and mass production reliability testing of battery pack liquid cooling systems.
1. Core Technical Challenges of Battery Pack Liquid Cooling System Testing
1.1 High Environmental Sensitivity of Liquid Cooling Systems
A complete battery liquid cooling system consists of cooling plates, pipelines, water pumps, throttle valves, and cooling fluid media. These components are highly sensitive to alternating temperature and humidity conditions. Under high-temperature and high-humidity environments, the cooling fluid may suffer performance degradation, such as increased conductivity and viscosity deviation. During rapid temperature drop cycles, pipeline connectors and sealing gaskets are prone to micro-deformation due to thermal expansion and contraction, leading to potential micro-leakage risks.
Therefore, standardized temperature and humidity cycling tests are essential to simulate extreme climate conditions worldwide, including high-temperature humid regions and low-temperature dry regions, as well as actual vehicle operating conditions such as fast-charging heat generation and cold-start scenarios, to fully verify the long-term reliability of liquid cooling systems.
1.2 Hidden Risks Caused by Condensation in Conventional Test Chambers
Traditional temperature and humidity chambers inevitably generate condensation on the inner walls and sample surfaces during dynamic temperature and humidity cycling, which causes severe interference and potential hazards for battery liquid cooling system testing:
• Condensation dripping on high-voltage connectors reduces insulation resistance, leading to leakage and short-circuit risks;
• Moisture penetration into pipeline insulation layers damages thermal insulation structure and degrades heat preservation performance;
• Condensation on cooling plate surfaces distorts heat exchange efficiency test data, resulting in inaccurate and unrepresentative test results.
Lab Companion’s patented anti-condensation technology solves this industry pain point systematically through optimized airflow organization, precise humidity control, and upgraded chamber structural design.
2. Lab Companion Patented Anti-Condensation Technology
2.1 Dual Dehumidification & Dry Air Purging System
The chamber adopts a dual-stage dehumidification solution combining mechanical compression dehumidification and molecular sieve rotary dehumidification to adapt to full-range temperature and humidity switching. During the transition from high-temperature humid conditions to low-temperature conditions (e.g., 20℃/95%RH to -40℃), the system automatically activates dry air purging. Preprocessed dry air with a dew point ≤ -40℃ is injected into the chamber to rapidly replace humid internal air, fundamentally preventing vapor saturation and condensation during temperature drop processes.
2.2 Full-Cavity Wall Anti-Condensation Heating Technology
High-precision low-power heating tapes are arranged on high-risk condensation areas, including chamber inner walls, door frames, and observation windows, and linked with the main control system in real time. The system continuously monitors internal temperature, dew point temperature, and humidity. When the wall temperature approaches the dew point threshold, micro constant-temperature heating is automatically triggered with a precise temperature difference control within 2℃. This ensures that the inner wall temperature is always higher than the air dew point, physically eliminating structural condensation.
2.3 Optimized Airflow Structure to Avoid Local Sample Condensation
Different from the direct-blow structure of traditional chambers, Lab Companion adopts a side-wall porous uniform airflow design with adjustable guide baffles, forming a uniform surrounding airflow field. The surface wind speed of battery samples is stably controlled between 0.5 m/s and 1.5 m/s, preventing local overcooling and condensation caused by direct high-speed cold air impact. The dual horizontal and vertical composite air supply mode adapts to battery packs of various sizes and structures.
2.3 Patent Certification & Third-Party Verification
Lab Companion’s anti-condensation technology has obtained national utility model patents and passed authoritative verification by the National Institute of Metrology, China. Under the full working range of -40℃ to 85℃ and 10%~98%RH, continuous 500-hour unattended operation proves that no visible condensation appears on the chamber’s visible area and key sample surfaces, delivering stable and reliable anti-condensation performance.
3. Professional Liquid Cooling Test Configuration & High-Precision Control System
3.1 Integrated Liquid Cooling Circulation Interface for Vehicle-Condition Simulation
The chamber is equipped with standard G1/2 internal thread liquid inlet and outlet interfaces, which can be directly connected to external cooling circulation devices. Closed-loop liquid cooling tests can be realized without chamber modification, highly restoring the actual vehicle thermal management loop. The pipeline adopts corrosion-resistant stainless steel material, with sealing parts supporting a wide temperature range of -60℃ to 200℃, compatible with mainstream ethylene glycol-based cooling fluids. Built-in high-precision flow meters and pressure sensors record real-time flow rate and pressure fluctuation data to ensure full test traceability.
3.2 Three-Parameter Independent Closed-Loop Control
The intelligent multi-loop control system supports independent closed-loop regulation of three core parameters to simulate complex vehicle operating conditions:
• Independent temperature and humidity control of chamber internal air;
• Multi-point temperature monitoring inside battery packs (supporting thermocouple lead access);
• Independent programmable temperature control of cooling fluid inlet and outlet.
It supports synchronous operation of rapid chamber temperature change and constant/following cooling fluid temperature change, accurately reproducing actual vehicle thermal management behaviors such as fast charging heat generation and low-temperature cold start.
3.3 Custom Large Capacity & Comprehensive Safety Protection
To adapt to the large size and heavy weight of power battery packs, Lab Companion provides standard chamber volumes from 1m³ to 10m³ and supports fully non-standard customization. The chamber bottom is reinforced with load-bearing structure and equipped with auxiliary lifting platforms to simplify sample access and improve test efficiency.
The safety configuration fully complies with international battery test specifications. Standard configurations include explosion-proof pressure relief ports and smoke alarm systems; optional automatic nitrogen fire extinguishing devices effectively cope with extreme scenarios such as battery thermal runaway, fully meeting UL and IEC international safety standards to protect personnel and equipment safety.
4. Typical Application Scenarios
4.1 Liquid Cooling Plate Temperature & Humidity Cycling Durability Test
A Chinese new energy core component enterprise verified the tightness and corrosion resistance of battery liquid cooling plates under alternating extreme conditions. The test cycle was set to 12 hours, including 6 hours of high temperature and high humidity (85℃/95%RH) and 6 hours of low-temperature drying (-40℃), with a total of 200 cycles.
Throughout the test, the chamber maintained stable temperature and humidity output. The anti-condensation system was automatically activated during condition switching, leaving no condensation on sample surfaces. Helium leak detection after the test showed no leakage rate change, and no impurities or precipitation appeared in the cooling fluid, fully verifying the durability and stability of the liquid cooling plate.
4.2 Low-Temperature Cold Start Test of Complete Battery Pack Liquid Cooling System
A Chinese vehicle OEM conducted low-temperature start verification for battery pack liquid cooling systems under extreme winter conditions. The test required 8-hour static storage at -30℃ with synchronous low-temperature cooling fluid, followed by rapid temperature rise to detect stalling, abnormal noise, or startup failure of pipelines and water pumps.
Benefiting from independent fluid temperature programming capability, the chamber supports a uniform heating rate of 5℃/min, accurately simulating real low-temperature startup conditions. Zero condensation interference ensures authentic and reliable test results, effectively shortening OEM R&D and verification cycles.
4.3 High-Altitude Low-Pressure & Humidity Coupling Test
For export vehicle project requirements, Lab Companion provides an optional low-pressure module to simulate high-altitude environments up to 4000m (62kPa equivalent air pressure). It achieves accurate humidity control under air pressure ≥20kPa, covering complex coupling test conditions of low pressure, wide temperature variation, and high humidity, meeting global standard verification requirements for exported vehicles.
5. Localized R&D & After-Sales Service in China
Lab Companion maintains an R&D and service center in Shanghai, China, delivering efficient and professional full-cycle technical support and after-sales services for global and domestic customers:
2-hour remote response: Professional engineers deliver fast remote diagnosis, parameter commissioning and online fault troubleshooting via video & remote desktop;
Spare parts & consumables inventory: Full-range spare parts and standard consumables are stocked at our Shanghai warehouse for prompt worldwide shipping upon request;
Semi-annual remote preventive maintenance: Free remote equipment calibration guidance, system inspection and sealing component maintenance consultation;
Customized online training: Remote operation training plus full set of SOP documents, supporting customized test procedure compilation via online technical coaching.
• Semi-annual regular inspection: Free on-site equipment calibration, system cleaning, and sealing component inspection to ensure long-term stable operation;
• Professional technical training: On-site operation training and complete SOP documents are provided, supporting customized test procedure formulation.
6. Core Technical Advantages
• Patented Anti-Condensation System: Multi-system linkage control eliminates condensation on chambers and samples under all working conditions, avoiding safety hazards and test data distortion;
• Integrated Liquid Cooling Test Design: Plug-and-play liquid cooling interface realizes vehicle-level loop simulation without external modification;
• Ultra-Wide Environmental Simulation Range: Temperature range: -70℃ to 180℃, humidity range: 10%~98%RH, optional low-pressure module for full-scenario test coverage;
• Full Data Traceability: Real-time recording of temperature, humidity, air pressure, cooling fluid flow, temperature, and pressure data, compliant with IATF 16949 and ISO 17025 certification requirements;
• Multi-Dimensional Safety Redundancy: Complete explosion-proof, early-warning, and fire-extinguishing configurations adapt to high-power battery pack rigorous test scenarios.
Conclusion
Thermal management performance determines the cruising range, safety, and service life of new energy battery packs, serving as a key link in product R&D and quality verification. Lab Companion focuses on the actual test demands of the new energy industry. With patented anti-condensation technology as the core advantage, our integrated liquid-cooled temperature and humidity test chamber realizes collaborative and precise control of environmental simulation and liquid cooling loop operation.
Widely applicable to reliability testing of liquid cooling plates, cooling pipelines, and complete battery pack systems, our equipment delivers condensation-free, high-stability, and high-precision test conditions, helping global customers optimize R&D cycles and improve product market competitiveness. Lab Companion will continue to focus on environmental test technology innovation for the new energy industry, empowering the high-quality development of global green transportation and energy storage industries.
1. Intelligent Development Trend of Environmental Test Equipment
1.1 Limitations of Traditional Test Equipment
Traditional rapid temperature change test chambers and thermal cycling test systems rely heavily on manual operation and on-site supervision. Operators are required to edit test procedures manually, monitor equipment status in real time, and record test data manually. This outdated working mode not only brings high labor costs but also causes frequent human errors, including incorrect parameter configuration and inaccurate data logging, which directly compromise the accuracy, stability, and repeatability of test results.
In addition, conventional test devices are limited in program storage capacity and functional flexibility, making them incapable of supporting multi-batch, multi-process, long-duration continuous temperature cycling tests and industrial environmental stress screening (ESS). With the global advancement of manufacturing digitalization, unmanned operation, full data traceability, remote intelligent management, and automatic system diagnosis have become the mainstream standards for high-end environmental test equipment. Intelligent upgrading has become an inevitable trend for modern testing laboratories and production quality control systems worldwide.
1.2 Lab Companion’s R&D Positioning & China Intelligent Manufacturing Advantages
Rooted in China’s advanced environmental testing equipment manufacturing base, Lab Companion has long focused on the intelligent and digital upgrading of thermal test equipment. Independently developed by our China R&D center, the Q8 Intelligent Control System serves as the core control unit for all our environmental test equipment. It is fully equipped on a full range of products, including high-low temperature rapid thermal cycling chambers, temperature & humidity composite test chambers, ESS environmental stress screening systems, and high-acceleration temperature change test chambers.
Empowered by self-developed Chinese intelligent control technology, Lab Companion’s equipment realizes simplified operation, automatic full-process operation, digital data management, and intelligent maintenance. It helps global enterprises optimize testing workflows, reduce operational costs, and improve quality inspection efficiency, delivering high-reliability Chinese intelligent testing solutions for global manufacturing and laboratory institutions.
2. Core Functions of Q8 Intelligent Control System
2.1 Large-Capacity Program Storage & One-Click Standard Calling
The Q8 system is equipped with an ultra-large program storage module, supporting thousands of customized test workflows and tens of thousands of temperature change steps. It fully adapts to the diverse testing standards and multi-scenario application demands of different industries and products worldwide. The system embeds a complete library of mainstream international test standards. Operators can start standardized tests with one click without manual step-by-step parameter editing, greatly simplifying operational procedures.
It is fully compatible with both linear and non-linear temperature change modes. Users can freely customize key parameters such as temperature rise/fall rate, test temperature range, cycle times, and dwell time. The system covers conventional temperature cycling tests, high-acceleration thermal shock cycling, and long-term ESS stress screening. With a concise and intuitive visual operation interface, it lowers operational thresholds and enables fast proficiency for global operators.
2.2 Fully Automatic Closed-Loop Operation & 24/7 Unmanned Testing
All Lab Companion test devices equipped with the Q8 system support 24/7 uninterrupted automatic closed-loop operation. After program activation, the equipment automatically completes the entire test process, including heating, cooling, constant temperature dwelling, cycle switching, and test termination, without continuous on-site attendance. It supports non-stop testing during nights, weekends, and holidays, maximizing equipment utilization and effectively improving overall testing throughput for global enterprises.
The built-in power-off memory function ensures test continuity in case of sudden power outages or temporary shutdowns. The system can automatically resume unfinished tests and restore all previous operating parameters after power recovery, avoiding test interruption and data loss, and ensuring the integrity and validity of long-cycle environmental tests.
2.3 Full-Dimension Data Acquisition & Standardized Digital Traceability
During operation, the Q8 system real-time collects full-dimensional test data, including temperature, temperature change rate, humidity, running duration, and equipment status. It automatically generates standardized, customizable test reports. All data supports local permanent storage and one-click export. Meanwhile, it enables seamless docking with factory MES systems and laboratory LMS platforms, realizing online data transmission, full-process traceability, and permanent data archiving, which fully meets the digital and standardized management requirements of modern global factories and third-party laboratories.
The report format is freely adjustable to adapt to internal enterprise filing, customer audit verification, and international third-party certification, supporting global business standardization compliance.
2.4 Intelligent Fault Self-Diagnosis & Remote O&M Support
The Q8 system integrates a high-precision intelligent self-diagnosis module, which monitors the real-time status of core components such as compressors, sensors, fans, and heating units. It can predict potential equipment faults in advance and realize early risk warning. Once an abnormality occurs, the system automatically pops up an alarm interface, accurately displaying fault causes, fault locations, and standardized troubleshooting guidelines to accelerate problem resolution.
Supported by network remote transmission technology, professional technical teams can remotely view equipment operating data, monitor real-time status, troubleshoot common faults, and upgrade system programs online. It significantly shortens maintenance response time, reduces after-sales costs, and improves equipment stability. This intelligent O&M function is universally applicable to all Lab Companion rapid temperature change and stress screening equipment.
3. Lab Companion Intelligent Product Matrix Equipped with Q8 System
As a high-end intelligent environmental test equipment brand originating from China, Lab Companion equips all rapid temperature change and ESS stress screening series products with the self-developed Q8 intelligent control system. We have built a complete and standardized intelligent product matrix to cover diversified testing demands of global industries.
The standard rapid temperature change test chamber features simple operation and flexible programs, suitable for routine thermal cycling tests in small and medium-sized laboratories. The temperature & humidity composite test chamber realizes fully automatic linkage control of temperature and humidity, meeting complex environmental test requirements. The industrial-grade ESS stress screening chamber focuses on large-batch and long-duration continuous screening, supporting 24/7 production line quality inspection. The high-acceleration temperature change chamber combines ultra-fast temperature switching and intelligent control to satisfy high-standard testing for semiconductors, automotive electronic components, and other high-precision products. The multi-functional thermal cycling test chamber integrates multiple test modes to realize multi-purpose equipment and reduce customer procurement costs.
All series equipment features a temperature range of -70℃ to 180℃ and optional temperature change rates from 5℃/min to 25℃/min. With superior hardware performance and mature Chinese intelligent control technology, the products balance high precision, high efficiency, and easy operation, fully covering testing scenarios from civilian products, industrial manufacturing to high-end precision manufacturing.
4. Global Service System Supported by China R&D and Manufacturing Base
4.1 Global Customized Training & Personalized Solution Service
Backed by Lab Companion’s China manufacturing and R&D center, we provide standardized global pre-sales and after-sales services for overseas clients. Our professional international technical team offers online multi-language operation training, covering Q8 system operation, program editing, data export, and basic fault troubleshooting. Meanwhile, we can customize exclusive test programs according to customers’ industry standards and actual working conditions, tailoring intelligent testing solutions to match local production and inspection requirements worldwide.
4.2 Continuous System Iteration & Global Technical Support
Relying on the strong R&D strength of our China technical center, Lab Companion continuously iterates and upgrades the Q8 intelligent control system. All global users can enjoy free system function upgrades permanently, continuously optimizing equipment operation logic and expanding functional modules to maintain the leading performance of Chinese intelligent test equipment in the global market. For problems including system operation, data docking, and program debugging, our global technical support team provides rapid response and one-stop professional technical services to ensure stable and efficient equipment operation.
4.3 Global Application Value of Chinese Intelligent Testing Equipment
Lab Companion’s Q8 intelligent environmental test equipment, relying on mature China intelligent manufacturing technology and a global standardized service system, has been widely applied in manufacturing enterprises and third-party testing laboratories around the world. The intelligent upgrading effectively reduces manual intervention, eliminates human errors, and greatly improves test efficiency and data accuracy. With reliable product performance and comprehensive global after-sales support, Lab Companion has become a trusted supplier of intelligent quality inspection equipment for global enterprises, helping customers build digital and standardized quality control systems and enhance international market competitiveness.






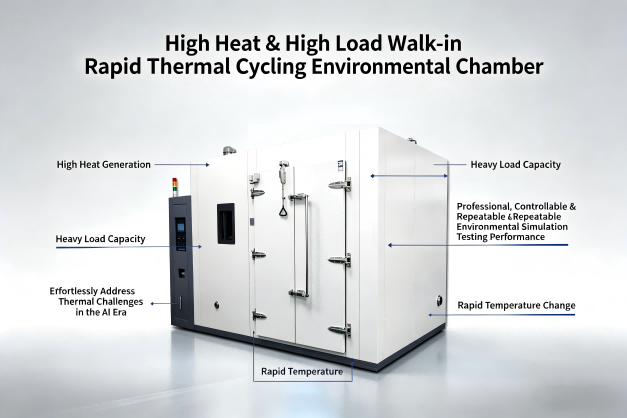

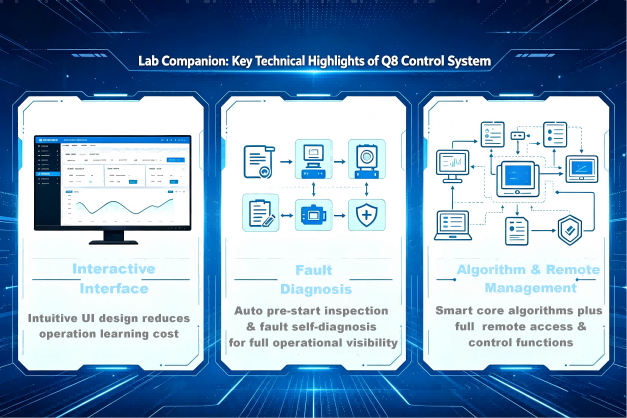





 รับใบเสนอราคา
รับใบเสนอราคา รองรับเครือข่าย IPv6
รองรับเครือข่าย IPv6